|
||
|
|
||
| |||||||||||||||
|
|
AIR CARBON-ARC GOUGING Air carbon-arc gouging is useful in many various metalworking applications, such as metal shaping and other welding preparations. For gouging, hold the electrode holder so the electrode slopes back from the direction of travel. The air blast is directed along the electrode toward the arc. The depth and contour of the groove are controlled by the electrode angle and travel speed. The width of the groove is governed by the diameter of the electrode. When cutting or gouging a shallow groove on the surface of a piece of metal, you should position the electrode holder at a very flat angle in relation to the work. The speed of travel and the current setting also affect the depth of the groove. The slower the movement and the higher the current, the deeper the groove. An example of a V-groove cut made in a 2-inch-thick mild steel plate by a machine guided carbon-arc air-jet is shown in figure 7-55.
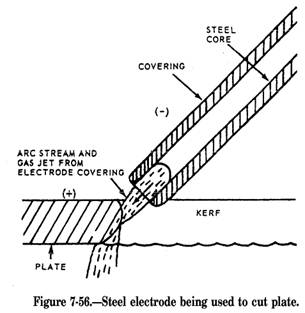
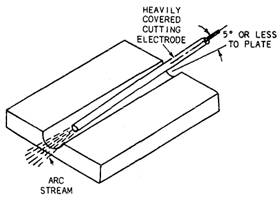
METAL ELECTRODE ARC CUTTING Metal can be removed with the standard electric arc, but for good gouging or cutting results, you should use special metal electrodes that have been designed for this type of work, Manufacturers have developed electrodes with special coatings that intensify the arc stream for rapid cutting. The covering disintegrates at a slower rate than the metallic center. This creates a deep recess that produces a jet action that blows the molten metal away (fig. 7-56). The main disadvantage of these electrodes is that the additional metal produced must be removed. These electrodes are designed for cutting stainless steel, copper, aluminum, bronze, nickel, cast iron, manganese, steel, or alloy steels. Atypical gouge-cutting operation is shown in figure 7-57. Notice that the angle between the electrode and plate is small (5 degrees or less). This makes it easy to remove the extra metal produced by the electrode. The recommended current setting is as high as the electrode will take without becoming overheated to the point of cracking the covering. For 1/8-inch electrodes, the setting ranges between 125 and 300 amperes; for 5/32-inch electrodes, the setting ranges between 250 and 375 amperes; and for 3/16-inch electrodes, the setting ranges between 300 and 450 amperes. Use a very short arc, and when cutting takes place underwater, the coating must be waterproof.
Figure 7-57.-Gouge-cutting operation using a solid core arccutting electrode. WELDING QUALITY CONTROL In the fabrication or repair of equipment, tests are used to determine the quality and soundness of the welds. Many different tests have been designed for specific faults. The type of test used depends upon the requirements of the welds and the availability of testing equipment. In this section, nondestructive and destructive testing are briefly discussed. |
|
Privacy Statement - Press Release - Copyright Information. - Contact Us - Support Integrated Publishing |