|
||
|
|
||
| |||||||||||||||
|
|
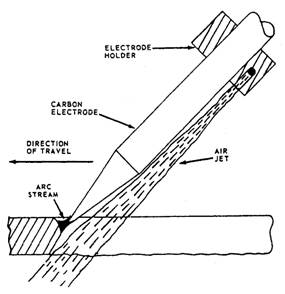
CARBON-ARC CUTTING Metals can be cut cleanly with a carbon electrode are because no foreign metals are introduced at the are. The cutting current should be 25 to 50 amps above the welding current for the same thickness of metal. The carbon electrode point should be ground so that it is very sharp. During the actual cutting, move the carbon electrode in a vertical elliptical movement to undercut the metal; this aids in the removal of the molten metal. As in oxygen cutting, a crescent motion is preferred. Figure 7-52 shows the relative positions of the electrode and the work in the cutting of cast iron.
Figure 7-52.-Carbon-arc cutting on cast iron. The carbon-arc method of cutting is successful on cast iron because the arc temperature is high enough to melt the oxides formed. It is especially important to undercut the cast-iron kerf to produce an even cut. Position the electrode so the molten metal flows away from the gouge or cutting areas. Table 7-4 is a list of cutting speeds, plate thicknesses, and current settings for carbon-arc cutting. Because of the high currents required, the graphite form of carbon electrode is better. To reduce the heating effect on the electrode, you should not let it extend more than 6 inches beyond the holder when cutting. If the carbon burns away too fast, shorten the length that it extends out of the electrode holder to as little as 3 inches. Operating a carbon electrode at extremely high temperatures causes its surface to oxidize and burn away, resulting in a rapid reduction in the electrode diameter. Carbon-arc cutting does not require special generators. Standard arc-welding generators and other items of arc-welding station equipment are suitable for use. Straight polarity direct current (DCSP) is always used. Because of the high temperature and the intensity of the arc, choose a shade of helmet lens that is darker than the normal shade you would use for welding on the same thickness of metal. A number 12 or 14 lens shade is recommended for carbon-arc welding or cutting. AIR CARBON-ARC CUTTING Air carbon-arc cutting (ACC) is a process of cutting, piercing, or gouging metal by heating it to a molten state and then using compressed air to blow away the molten
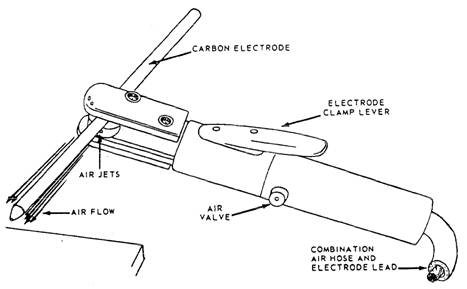
Figure 7-53.-Air carbon-arc cutting. metal. Figure 7-53 shows the process. The equipment consists of a special holder, as shown in figure 7-54, that uses carbon or graphite electrodes and compressed air fed through jets built into the electrode holder. A push button or a hand valve on the electrode holder controls the air jet. The air jet blows the molten metal away and usually leaves a surface that needs no further preparation for welding. The electrode holder operates at air pressures varying between 60 and 100 psig. During use, bare carbon or graphite electrodes become smaller due to oxidation caused by heat buildup. Copper coating these electrodes reduces the heat buildup and prolong their use. The operating procedures for air carbon-arc cutting and gouging are basically the same. The procedures are as follows: Adjust the machine to the correct current for electrode diameter. Start the air compressor and adjust the regulator to the correct air pressure. Use the lowest air pressure possible-just enough pressure to blow away the molten metal. Insert the electrode in the holder. Extend the carbon electrode 6 inches beyond the holder. Ensure that the electrode point is properly shaped. Strike the arc; then open the air-jet valve. The air-jet disc can swivel, and the V-groove in the disc automatically aligns the air jets along the electrode. The electrode is adjusted relative to the holder. Control the arc and the speed of travel according to the shape and the condition of the cut desired.
Figure 7-54.-Air carbon-arc electrode holder with carbon electrode installed.
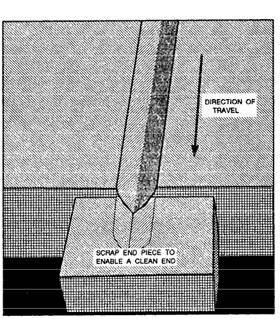
Figure 7-55.-V-groove gouged in 2-inch-thick carbon steel. 0 Always cut away from the operator as molten metal sprays some distance from the cutting action. You may use this process to cut or gouge metal in the flat, horizontal, vertical, or overhead positions. |
|
Privacy Statement - Press Release - Copyright Information. - Contact Us - Support Integrated Publishing |