| Tweet |

Custom Search
|
|
 
|
||
|
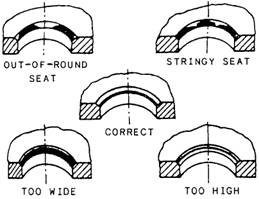
Grinding-In Valves The manual process used to remove small irregularities by grinding together the contact surfaces of the seat and disk is called grinding-in. Grinding-in should not be confused with refacing processes in which lathes, valve reseating machines, or power grinders are used to recondition the seating surfaces. To grind-in a valve, first apply a light coating of grinding compound to the face of the disk. Then insert the disk into the valve and rotate the disk back and forth about one-quarter turn; shift
Figure 9-33.-Examples of spotted-in valve seats. the disk-seat relationship from time to time so the disk will be moved gradually, in increments, through several rotations. During the grinding process, the grinding compound will gradually be displaced from between the seat and disk surfaces; therefore, you must stop every minute or so to replenish the compound. When you do this, wipe both the seat and the disk clean before applying the new compound to the disk face. When you are satisfied that the irregularities have been removed, spot-in the disk to the seat in the manner previously described. Grinding-in is also used to follow up all machining work on valve seats or disks. When the valve seat and disk are first spotted-in after they have been machined, the seat contact will be very narrow and will be located close to the bore. Grinding-in, using finer and finer compounds as the work progresses, causes the seat contact to become broader. The contact area should be a perfect ring covering about one-third of the seating surface. Be careful to avoid overgrinding a valve seat or disk. Overgrinding will produce a groove in the seating surface of the disk; it will also round off' the straight, angular surface of the disk. Machining is the only process by which overgrinding can be corrected. Lapping Valves When a valve seat contains irregularities that are slightly larger than can be satisfactorily removed by grinding-in, the irregularities can be removed by lapping. A cast-iron tool (lap) of exactly the same size and shape as the valve disk is used to true the valve seat surface. The following are some precautions you should follow when lapping valves: Do not bear heavily on the handle of the lap. Do not bear sideways on the handle of the lap. Change the relationship between the lap and the valve seat occasionally so that the lap will gradually and slowly rotate around the entire seat circle. Keep a check on the working surface of the lap. If a groove develops, have the lap refaced. Always use clean compound for lapping. Replace the compound frequently. Spread the compound evenly and lightly. Do not lap more than is necessary to produce a smooth even seat. Always use a fine grinding compound to finish the lapping job. Upon completion of the lapping job, spot-in and grind-in the disk to the seat. You should use only approved abrasive compounds for reconditioning valve seats and disks. Compounds for lapping valve disks and seats are supplied in various grades. Use a coarse grade compound when you find extensive corrosion or deep cuts and scratches on the disks and seats. Use a medium grade compound as a follow-up to the coarse grade; you may also use it to start the reconditioning process on valves that are not too severely damaged. Use a fine grade compound when the reconditioning process nears completion. Use a microscopic-fine grade for finish lapping and for all grinding-in. Refacing Valves Badly scored valve seats must be refaced in a lathe, with a power grinder, or with a valve reseating machine. However, the lathe, rather than the reseating machine, should be used for refacing all valve disks and all hard-surfaced valve seats. Work that must be done on a lathe or with a power grinder should be turned over to shop personnel. Repacking Valves If the stem and packing of a valve are in good condition, you can normally stop packing gland leaks by tightening up on the packing. You must be careful, however, to avoid excessive thread engagement of the packing gland studs (if used) and to avoid tightening old, hardened packing, which will cause the valve to seize. Subsequent operation of such a valve may score or bend the stem. Coils, rings, and corrugated ribbon are the common forms of packing used in valves. The form of packing to be used in repacking a particular valve will depend on the valve size, application, and type. Packing materials will be discussed in more detail later in this chapter.
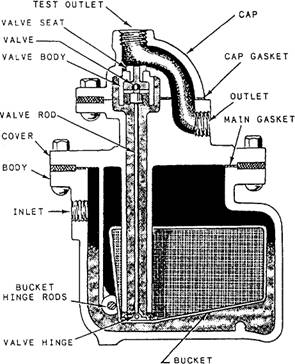
Figure 9-34.-Bucket-type steam trap. |
 
|
|
|
||