|
||
|
|
||
| |||||||||||||||
|
|
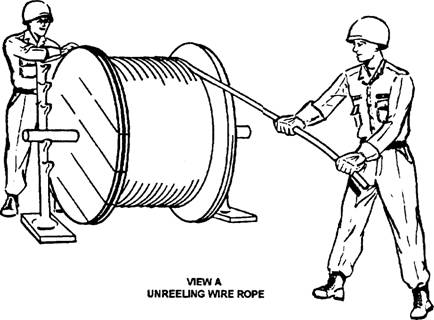
HANDLING AND CARE OF WIRE ROPE To render safe, dependable service over a maximum period of time, you should take good care and upkeep of the wire rope that is necessary to keep it in good condition. Various ways of caring for and handling wire rope are listed below. Coiling and Uncoiling Once anew reel has been opened, it may be coiled or faked down, like line. The proper direction of coiling is counterclockwise for left lay wire rope and clockwise for right lay wire rope. Because of the general toughness and resilience of wire, it often tends to resist being coiled down. When this occurs, it is useless to fight the wire by forcing down the turn because the wire will only spring up again. But if it is thrown in a back turn, as shown in figure 5-20, it will lie down proper] y. A wire rope, when faked down, will run right off like line; but when wound in a coil, it must always be unwound. Wire rope tends to kink during uncoiling or unreeling, especially if it has been in service for a long time. A kink can cause a weak spot in the rope that wears out quicker than the rest of the rope. A good method for unreeling wire rope is to run a pipe, or rod, through the center and mount the reel on drum jacks or other supports, so the reel is off the ground (fig. 5-21, view A). In this way, the reel will turn as the rope is unwound, and the rotation of the
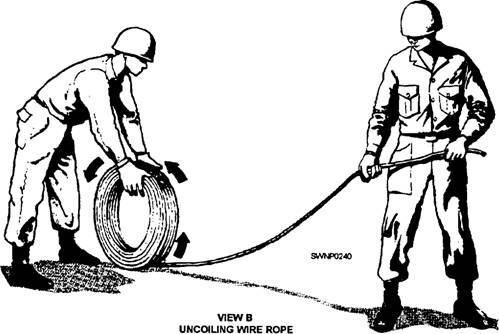
Figure 5-20.-Throwing a back turn. reel helps keep the rope straight. During unreeling, pull the rope straight forward and avoid hurrying the operation. As a safeguard against kinking, NEVER unreel wire rope from a reel that is stationary. To uncoil a small coil of wire rope, simply stand the coil on edge and roll it along the ground like a wheel, or hoop (fig. 5-21, view B). NEVER lay the coil flat on the floor or ground and uncoil it by pulling on the end because such practice can kink or twist the rope. Kinks One of the most common types of damage resulting from the improper handling of wire rope is the development of a kink. A kink starts with the formation of a loop (fig. 5-22). A loop that has not been pulled tight enough to set the wires, or strands, of the rope into a kink can be removed by turning the rope at either end in the proper direction to restore the lay, as shown in figure 5-23. If this is not done and the loop is pulled tight enough to cause a kink (fig. 5-24), the kink will result in irreparable damage to the rope (fig. 5-25). Kinking can be prevented by proper uncoiling and unreeling methods and by the correct handling of the rope throughout its installation. Reverse Bends Whenever possible, drums, sheaves, and blocks used with wire rope should be placed to avoid reverse or S-shaped bends. Reverse bends cause the individual wires or strands to shift too much and increase wear and fatigue. For a reverse bend, the drums and blocks affecting
Figure 5-21.-A. Unreeling wire rope; B. Uncoiling wire rope.
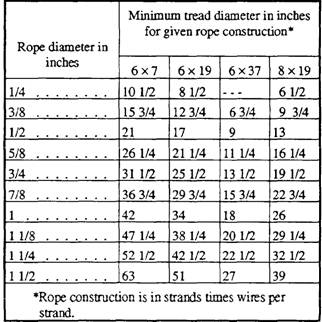
Figure 5-22.-A wire rope loop. the reversal should be of a larger diameter than ordinarily used and should be spaced as far apart as possible. Sizes of Sheaves The diameter of a sheave should never be less than 20 times the diameter of the wire rope. An exception is 6 by 37 wire for a smaller sheave that can be used because this wire rope is more flexible.
Figure 5-23.-The correct way to remove a loop in a wire rope
The chart shown in table 5-1 can be used to determine the minimum sheave diameter for wire rope of various diameters and construction. Seizing and Cutting The makers of wire rope are careful to lay each wire in the strand and each strand in the rope under uniform tension. When the ends of the rope are not Table 5-1.-Suggested Mininum Tread Diameter of sheaves and Drums
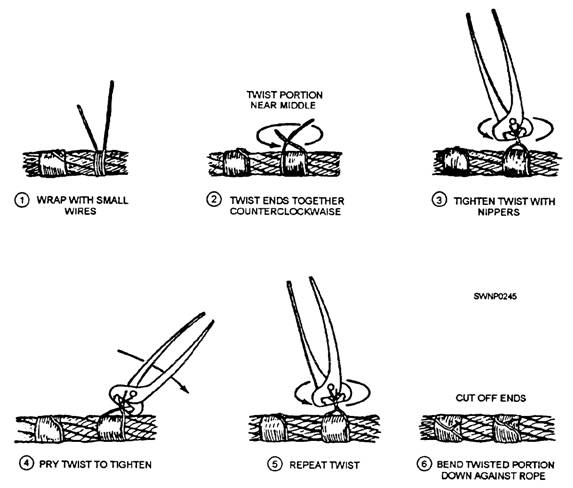
secured properly, the original balance of tension is disturbed and maximum service cannot be obtained because some strands can carry a greater portion of the load than others. Before cutting steel wire rope, place seizing on each side of the point where the rope is to be cut, as shown in figure 5-26. A rule of thumb for determining the size, number, and distance between seizing is as follows: 1. The number of seizing to be applied equals approximately three times the diameter of the rope. Example: 3- x 3/4-inch-diameter rope = 2 1/4 inches. Round up to the next higher whole number and use three seizings. 2. The width of each seizing should be 1 to 1 1/2 times as long as the diameter of the rope. Example: 1- x 3/4-inch-diameter rope= 3/4 inch. Use a 1-inch width of seizing. 3. The seizing should be spaced a distance equal to twice the diameter of the wire rope. Example: 2- x 3/4-inch-diameter rope = 1 1/2 inches. Space the seizing 2 inches apart. A common method used to make a temporary wire rope seizing is as follows: Wind on the seizing wire uniformly, using tension on the wire. After taking the required number of turns, as shown in step 1, twist the ends of the wires
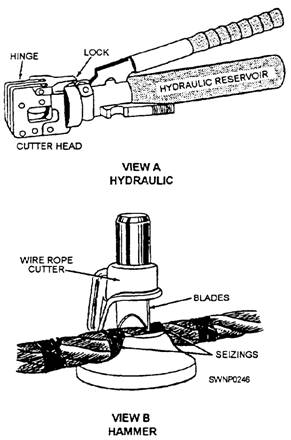
Figure 5-26.-Seizing wire rope. counterclockwise by hand, so the twisted portion of the wires is near the middle of the seizing, as shown in step 2. Grasp the ends with end-cutting nippers and twist up the slack, as shown in step 3. Do not try to tighten the seizing by twisting. Draw up on the seizing, as shown in step 4. Again twist up the slack, using nippers, as shown in step 5. Repeat steps 4 and 5 if necessary. Cut the ends and pound them down on the rope, as shown in step 6. When the seizing is to be permanent or when the rope is 1 5/8 inches or more in diameter, use a serving bar, or iron, to increase tension on the seizing wire when putting on the turns. Wire rope can be cut successfully by a number of methods. One effective and simple method is to use a hydraulic type of wire rope cutter, as shown in figure 5-27. Remember that all wire should be seized before it is cut. For best results in using this method, place the rope in the cutter, so the blade comes between the two central seizings. With the release valve closed, jack the blade against the rope at the location of the cut and continue to operate the cutter until the wire rope is cut. INSPECTION Wire rope should be inspected at regular internals, the same as fiber line. The frequency of inspection is determined by the use of the rope and the conditions under which it is used. Throughout an inspection, the rope should be examined carefully for fishhooks, kinks, and worn and corroded spots. Usual] y breaks in individual wires will be concentrated in areas where the wire runs continually over the sheaves or bend onto the drum. Abrasion or reverse and sharp bends cause individual wires to break and bend back These breaks are known as fishhooks. When wires are slightly worn but have broken off squarely and stick out all over the rope, that condition is usually caused by overloading or rough handling. If the breaks are confined to one or two
Figure 5-27.-Types of wire rope cutters: A. Hydraulic; B. Hammer. strands, then the strength of the rope maybe seriously reduced. When 4 percent of the total number of wires in the rope are found to have breaks within the length of one lay of the rope, the rope is considered unsafe. Consider the rope unsafe when three broken wires are found in one strand of 6 by 7 rope, six broken wires in one strand of 6 b y 19 rope, or nine broken wires in one strand of 6 by 37 rope. Overloading a rope will reduce the diameter. Additionally, failure to lubricate wire rope will reduce the diameter. This occurs because the hemp core will eventually dry out and collapse or shrink. The surrounding strands are therefore deprived of support, and the strength and dependability of the rope are equally reduced. Rope that is 75 percent of its original diameter should be removed from service. When wide-spread pitting and corrosion of the wires are visible through inspection, the rope should be removed from service. Special care should be taken to examine the valleys and small spaces between the strands for rust and corrosion. Since corrosion is normally caused by improper, infrequent, or no lubrication, the internal wires of the rope are often subject to extreme friction and wear. This type of internal and often invisible destruction of the wires is one of the most frequent causes of unexpected and sudden wire rope failure. To safeguard against this occurring, you should always keep the rope well lubricated and handle and store it properly. |
|
Privacy Statement - Press Release - Copyright Information. - Contact Us - Support Integrated Publishing |