|
||
|
|
||
| |||||||||||||||
|
|
GTA WELDING COMMON METALS The actual welding technique for gas tungsten-arc welding common metals is virtually the same; however, each of the metals that we discuss has its own unique welding characteristics. In this section we discuss some of those characteristics. It is not the scope of this training manual to provide you with an in depth study of the welding procedures required to weld all types of metals. This chapter is merely an introduction to gas shieldedarc welding. For more information, refer to the manufacturer's literature for the specific welding equipment you use or any of the references listed in this book. Aluminum Steelworkers use the gas tungsten-arc welding procedure more for aluminum than for any other metal. Aluminum is available in a variety of compositions. Series 1000,3000, and 5000 aluminum alloys are considered nonheat-treatable and are easily weldable. The heat-treatable alloys in the series 2000, 6000, and 7000 also can be welded; however, higher welding temperatures and speed are needed. You can weld aluminum in all positions, but better welds are normally produced in the flat position. You should also use copper backup blocks whenever possible, especially on thin material. For best results use ACHF current and argon for shielding gas. Stainless Steel In GTA welding of stainless steel, the welding techniques used are similar to those used with aluminum. The major differences are in the selection of the welding current and the type of tungsten electrode used. To get the best results in welding stainless steel, you should use DCSP welding current; however, ACHF can be used. The forehand welding technique should be used. The amperage settings for GTA welding stainless steel are higher than for aluminum. The amperage used for different thicknesses of stainless should be according to the recommended settings that you can find in the manufacturer's technical manual or the information pamphlets provided with the equipment. Copper and Its Alloys Pure copper is easily welded; however, as with any of the other metals we have discussed, it must be thoroughly cleaned before to welding. The GTA weldability of each copper-alloy group depends largely upon the alloying elements. Copper-silicon and copper-nickel alloys are weldable using the GTA process. Copperzinc, copper-tin, and copper-lead alloys are difficult or impossible to weld by the GTA process. Plates up to 1/4 of an inch thick are generally prepared with a square edge. The forehand welding technique with DCSP is recommended for materials thicker than 0.050 of an inch. On lighter material, ACHF also can be used. Cast Iron You can make sound welds using the GTA welding process in three principal grades of cast iron: gray, white, and malleable. Cast-iron parts must always be preheated before to welding. Gray cast iron should be preheated to a temperature ranging between 500F to 1250F. The required temperature depends on the size and shape of the workpiece. In either GTA or GMA welding, you should allow the workpiece to cool slowly after welding. You can accomplish this by covering the workpiece in a bed of lime or ashes. This slow cooling prevents cracking and residual stresses. Magnesium The welding characteristics of magnesium are comparable to those of aluminum. Both have high-heat conductivity, a low-melting point, high-thermal expansion, and both oxidize rapidly. Both DCRP and ac provide excellent cleaning action to the weld metal. DCRP can be used with helium gas to produce wide weld deposits, high heat, and shallow penetration. ACHF with helium, argon, or a mixture of the gases can be used to join metals ranging from 0.20 to over 0.25 of an inch. DCSP with helium produces deep penetration but no surface cleaning. Most satisfactory results on magnesium are obtained by using the electrode in as nearly a vertical
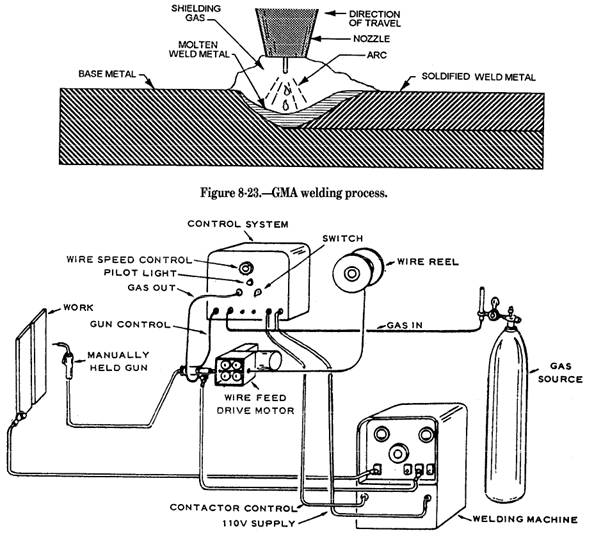
Figure 8-24.-Diagram of GNA welding equipment. position as possible. The electrode is advanced along the line of weld, using the forehand technique. CAUTION Always be sure there is good ventilation when welding. The fumes from some of these metals are highly toxic; therefore, a good ventilating system is essential. |
|
Privacy Statement - Press Release - Copyright Information. - Contact Us - Support Integrated Publishing |