|
||
|
|
||
| |||||||||||||||
|
|
PIPE WELDING PROCEDURES Welds that you cannot make in a single pass should be made in interlocked multiple layers, not less than one layer for each 1/8 inch of pipe thickness. Deposit each layer with a weaving or oscillating motion. To prevent entrapping slag in the weld metal, you should clean each layer thoroughly before depositing the next layer.
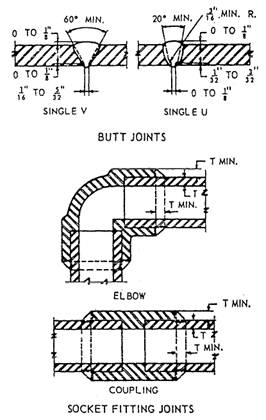
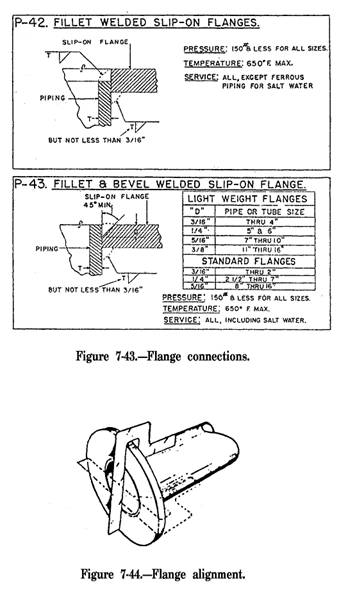
Figure 7-42.-Butt joints and socket fitting joints. Butt joints are commonly used between pipes and between pipes and welded fittings. They are also used for butt welding of flanges and welding stubs. In making a butt joint, place two pieces of pipe end to end, align them, and then weld them. (See fig. 7-42.) When the wall thickness of the pipe is 3/4 inch or less, you can use either the single V or single U type of butt joint; however, when the wall thickness is more than 3/4 inch, only the single U type should be used. Fillet welds are used for welding slip-on and threaded flanges to pipe. Depending on the flange and type of service, fillet welds may be required on both sides of the flange or in combination with a bevel weld (fig. 7-43). Fillet welds are also used in welding screw or socket couplings to pipe, using a single fillet weld (fig. 7-42). Sometimes flanges require alignment. Figure 7-44 shows one type of flange square and its use in vertical and horizontal alignment. Another form of fillet weld used in pipe fitting is a seal weld A seal weld is used primarily to obtain tightness and prevent leakage. Seal welds should not be considered as adding strength to the joint.
JOINT PREPARATION AND FIT-UP You must carefully prepare pipe joints for welding if you want good results. Clean the weld edges or surfaces of all loose scale, slag, rust, paint, oil, and other foreign matter. Ensure that the joint surfaces are smooth and uniform. Remove the slag from flame-cut edges; however, it is not necessary to remove the temper color. When you prepare joints for welding, remember that bevels must be cut accurately. Bevels can be made by machining, grinding, or using a gas cutting torch. In fieldwork, the welding operator usually must make the bevel cuts with a gas torch. When you are beveling, cut away as little metal as possible to allow for complete fusion and penetration. Proper beveling reduces the amount of filler metal required which, in turn, reduces time and expense. In addition, it also means less strain in the weld and a better job of design and welding.
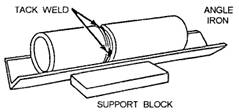
Figure 7-45.-Angle iron jig. Align the piping before welding and maintain it in alignment during the welding operation. The maximum alignment tolerance is 20 percent of the pipe thickness. To ensure proper initial alignment, you should use clamps or jigs as holding devices. Apiece of angle iron makes a good jig for a small-diameter pipe (fig. 7-45), while a section of channel or I-beam is more suitable for larger diameter pipe. TACK WELDING When welding material solidly, you may use tack welds to hold it in place temporarily. Tack welding is one of the most important steps in pipe welding or any other type of welding. The number of tack welds required depends upon the diameter of the pipe. For 1/2-inch pipe, you need two tacks; place them directly opposite each other. As a rule, four tacks are adequate for standard size of pipe. The size of a tack weld is determined by the wall thickness of the pipe. Be sure that a tack weld is not more than twice the pipe thickness in length or two thirds of the pipe thickness in depth. Tack welds should be the same quality as the final weld. Ensure that the tack welds have good fusion and are thoroughly cleaned before proceeding with the weld. SPACERS In addition to tack welds, spacers sometimes are required to maintain proper joint alignment. Spacers are accurately machined pieces of metal that conform to the dimensions of the joint design used. Spacers are sometimes referred to as chill rings or backing rings, and they serve a number of purposes. They provide a means for maintaining the specified root opening, provide a convenient location for tack welds, and aid in the pipe alignment. In addition, spacers can prevent weld spatter and the formation of slag or icicles inside the pipe. ELECTRODE SELECTION Select the electrode that is best suited for the position and type of welding to be done. For the root pass of a multilayer weld, you need an electrode large enough, yet not exceeding 3/16 inch, that ensures complete fusion and penetration without undercutting and slag inclusions. Make certain the welding current is within the range recommended by the manufacturers of the welding machines and electrodes. |
|
Privacy Statement - Press Release - Copyright Information. - Contact Us - Support Integrated Publishing |