|
||
|
|
||
| |||||||||||||||
|
|
WEATHER CONDITIONS Do not assign a welder to a job under any of the following conditions listed below unless the welder and the work area are properly protected: 0 When the atmospheric temperature is less than 0F When the surfaces are wet 0 When rain or snow is falling, or moisture is condensing on the weld surfaces 0 During periods of high wind At temperatures between 0F and 32F, heat the weld area within 3 inches of the joint with a torch to a temperature warm to the hand before beginning to weld. WEARFACING The Seabee welder can greatly extend the life of construction equipment by the use of wearfacing procedures. Wearfacing is the process of applying a layer of special composition metal onto the surface of another type of metal for the purpose of reducing wear. The selection of a wearfacing alloy for application is based on the ability of the alloy to withstand impact or abrasion. Impact refers to a blow or series of blows to a surface that results in fracture or gradual deterioration. Abrasion is the grinding action that results when one surface slides, rolls, or rubs against another. Under high-compressive loads, this action can result in gouging. Alloys that are abrasion resistant are poor in withstanding impact. Conversely, those that withstand impact well are poor in resisting abrasion; however, there are many alloys whose wearfacing properties fall between the two extremes. These alloys offer some protection against abrasion and withstand impact well. WORKPIECE PREPARATION Before you wear-face a workpiece, all dirt, oil, rust, grease, and other foreign matter must be removed. If you do not, your finished product will be porous and subject to spalling. You also need a solid foundation; therefore, repair all cracks and remove any metal that is fatigued or rolled over.
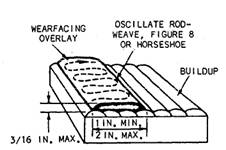
Figure7-46.-Wearfacing techniques. PREHEATING Depending on the type of metal, sometimes it is necessary to preheat the base metal to lessen distortion, to prevent spalling or cracking, and to avoid thermal shock The preheating temperature depends on the carbon and alloy content of the base metal. In general, as carbon content increases so does the preheating temperature. Improper heating can adversely affect a metal by reducing its resistance to wear, by making it hard and brittle, or by making it more prone to oxidation and scaling. To preheat properly, you must know the composition of the base metal. A magnet can be used to determine if you are working with carbon steel or austenitic manganese steel. Carbon steel is magnetic, but be careful because work-hardened austenitic manganese steel is also magnetic. Make sure that you check for magnetism in a nonworked part of the austenitic manganese steel. There are other ways to tell the difference between metals, such as cast iron and cast steel. Cast iron chips or cracks, while cast steel shaves. Also, some metals give off telltale sparks when struck by a chisel. In preheating, you should raise the surface temperature of the workpiece to the desired point and then soak it until the heat reaches its core. After wearfacing, cool the work places slowly. TECHNIQUES Where possible, position the workpiece for downhand welding. This allows you to finish the job quicker and at less cost. The building up and wearfacing of cast iron is not generally recommended because cast iron tends to crack. However, some cast-iron parts that are subject to straight abrasion can be wearfaced successfully. You must preheat these parts to temperatures of 1000F to 1200F and then allow them to cool slowly after wearfacing. Peening deposits on cast iron helps to relieve stresses after welding. Welding materials for building up worn parts differ from those used in wearfacing the same parts. Before wearfacing a badly worn part, you must first build it up to 3/16 to 3/8 of an inch of its finished size. The buildup material must be compatible with both the base metal and the wearfacing overlay as well as being strong enough to meet the structural requirements. Also, they must have the properties that enable them to resist cold flowing, mushing under high-compressive loads, and plastic deformation under heavy impact. Without these properties, the buildup materials cannot support the wearfacing overlay. When the overlay is not properly supported, it will span. Many times high-alloy wearfacing materials are deposited on the parts before they are placed in service. The maximum allowable wear is usually no more than two layers deep (1/4 inch) before wearfacing. Try to deposit the wearfacing alloy in layers that are not too thick. Thick layers creates more problems than no overlay at all. Usually you only need two layers. The frost layer produces an admixture with the base metal; the second forms a wear-resistant surface. In wearfacing built-up carbon-steel parts, maintain high interpass temperatures and use a weaving bead, rather than a stringer bead. (See fig. 7-46.) Limit the thickness of a single pass bead to 3/16 inch. Use the same technique for each layer and avoid severe quenching. Deposits made with high-alloy electrodes should check on the surface. Checking reduces residual
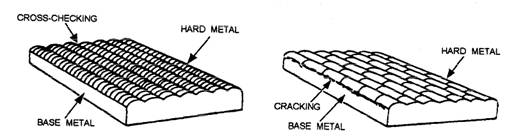
Figure 7-47.-Comparison between cross-checking and cracking.
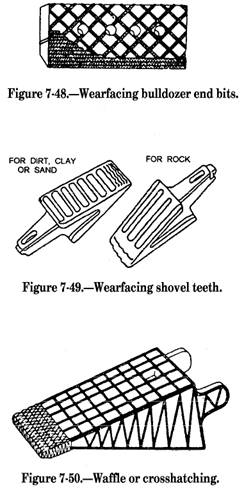
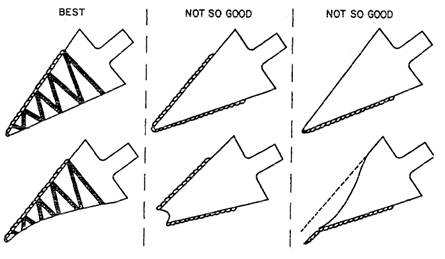
(locked-in) stresses. Without checking, the combination of residual stresses and service stresses may exceed tensile strength and cause deep cracks or Spalling (fig. 7-47). Be sure to induce checking if it does not occur naturally or if it is unlikely to occur, as in large parts where heat builds up. You can bring on checking by sponging the deposit with a wet cloth or by spraying it with a fine mist of water. Also you can speed up checking by occasionally striking it with a hammer while it is cooling. When a check-free deposit is required, use a softer alloy and adjust preheating and postheating requirements. Bulldozer Blades Bulldozer blades are wear-faced by placing the end bits in the flat position and welding beads across the outer corners and along the edges. Be sure to preheat the high-carbon blades before wearfacing. On worn end bits, weld new corners and then wear-face (fig. 7-48). Shovel teeth Wear-face shovel teeth when they are new and before being placed into service. The weld bead pattern used in wearfacing can have a marked effect on the service life of the teeth. Wear-face shovel teeth that work mainly in rock with beads running the length of each tooth (fig. 7-49). This allows the rock to ride on the hard metal beads. Teeth that are primarily used to work in dirt, clay, or sand should be wear-faced with beads running across the width of each tooth, perpendicular to the direction of the material that flows past the teeth. (See fig. 7-49.) This allows the material to fill the spaces between the beads and provide more protection to the base metal. Another effective pattern is the waffle or crosshatch (fig. 7-50). The wearfacing is laid on the top and sides of each tooth, 2 inches from its point. Stringer beads behind a solid deposit reduce wash (fig. 7-51).
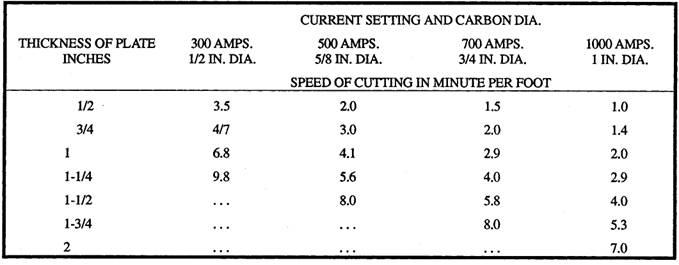
Figure 7-51.-Comparison of wearfacing patterns for shovel teeth. Table 7-4.-Table of Recommended Electrode Sizes, Current Settings, and Cutting Speeds for Carbon-Arc Cutting Different Thicknesses of Steel Plate
More information on wearfacing applications may be obtained from the NCF Welding Materials Handbook, NAVFAC P-433. |
|
Privacy Statement - Press Release - Copyright Information. - Contact Us - Support Integrated Publishing |