|
||
|
|
||
| |||||||||||||||
|
|
BRAZE WELDING Braze welding is a procedure used to join two pieces of metal. It is very similar to fusion welding with the exception that the base metal is not melted. The filler metal is distributed onto the metal surfaces by tinning. Braze welding often produces bonds that are comparable to those made by fusion welding without the destruction of the base metal characteristics. Braze welding is also called bronze welding. Braze welding has many advantages over fusion welding. It allows you to join dissimilar metals, to minimize heat distortion, and to reduce extensive preheating. Another side effect of braze welding is the elimination of stored-up stresses that are often present in fusion welding. This is extremely important in the repair of large castings. The disadvantages are the loss of strength when subjected to high temperatures and the inability to withstand high stresses. EQUIPMENT The equipment needed for braze welding is basically identical to the equipment used in brazing. Since braze welding usually requires more heat than brazing, an oxyacetylene or oxy-mapp torch is recommended.
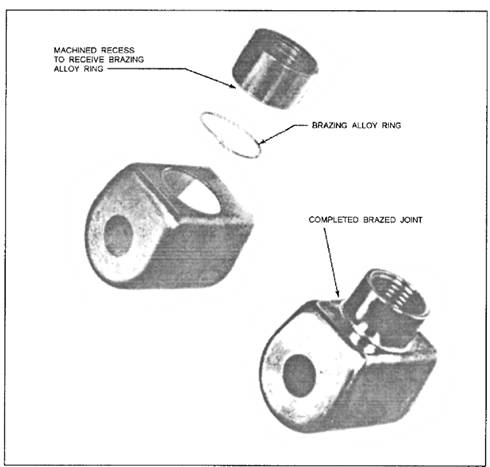
Figure 6-17.-Silver-brazed joints designed to use preplaced silver alloy rings. The alloy forms almost perfect fillets, and no further finishing is necessary.
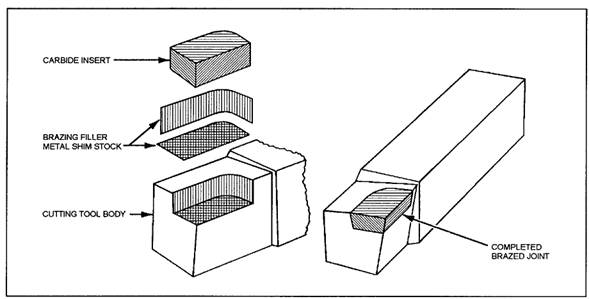
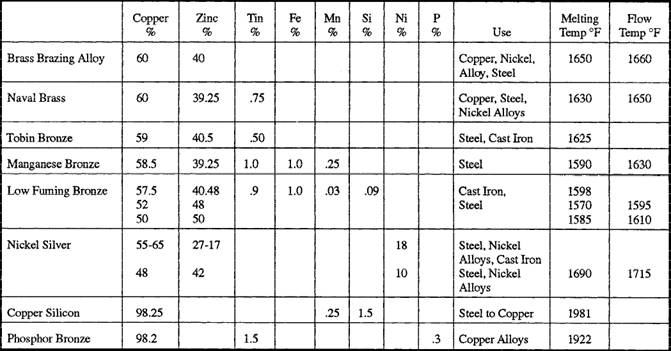
Figure 6-18.-A machining tool bit showing how the carbide insert is brazed to the tool bit body using preplaced brazing filler metal shims. Table 6-3.-Copper Alloy Brazing Filler Metals
Filler Metal The primary elements of a braze welding rod are copper and zinc. These elements improve ductility and high strength. Small amounts of iron, tin, aluminum, manganese, chromium, lead, nickel, and silicon are also added to improve the welding characteristics of the rod. They aid in deoxidizing the weld metal, increasing flow action, and decreasing the chances of fuming. Table 6-3 lists some copper alloy brazing filler metals and their use. The most commonly used are brass brazing alloy and naval brass. The selection of the proper brazing filler metal depends on the types of base metals. Proper fluxing is essential in braze welding. If the surface of the metal is not clean, the filler metal will not flow smoothly and evenly over the weld area. Even after mechanical cleaning, certain oxides often remain and interfere with the flow of the filler metal. The use of the correct flux eliminates these oxides. Flux may be applied directly to the weld area, or it can be applied by dipping the heated end of the rod into the flux. Once the flux sticks to the rod, it then can be transferred to the weld area. A prefluxed braze welding rod is also available, and this eliminates the need to add flux during welding. |
|
Privacy Statement - Press Release - Copyright Information. - Contact Us - Support Integrated Publishing |