|
||
|
|
||
| |||||||||||||||
|
|
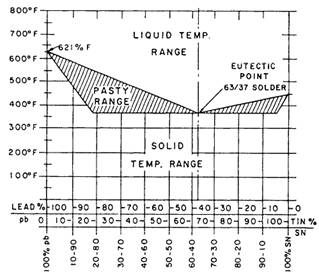
Soft Solder There are many different types of solder being used by industry. Solders are available in various forms that include bars, wires, ingots, and powders. Wire solders are available with or without a flux core. Because of the many types of solder available, this chapter only covers the solders most commonly used by Steelworkers. TIN-LEAD SOLDER.- The largest portion of all solders in use is solders of the tin-lead alloy group. They have good corrosion resistance and can be used for joining most metals. Their compatibility with soldering processes, cleaning, and most types of flux is excellent. In describing solders, it is the custom of industry to state the tin content first; for example, a 40/60 solder means to have 40% tin and 60% lead. Tin-lead alloy melting characteristics depend upon the ratio of tin to lead. The higher the tin content, the lower the melting temperature. Tin also increases the wetting ability and lowers the cracking potential of the solder. The behavior of tin-lead solder is shown by the diagram in figure 6-8. This diagram shows that 100% lead melts at 621F and 100% tin melts at 450F. Solders that contain 19.5% to 97.5% tin remain a solid until they exceed 360F. The eutectic composition for tin-lead solder is about 63% tin and 37% lead. ("Eutectic" means the point in an alloy system that all the parts melt at the same temperature.) A 63/37 solder becomes completely liquid at 361F. Other compositions do not. Instead, they remain in the pasty stage until the temperature increases to the melting point of the other alloy. For instance, 50/50 solder has a solid temperature of 361F and a liquid temperature range of 417F. The pasty temperature range is 56F-the difference between the solid and the liquid. Solders with lower tin content are less expensive and primarily used for sheet metal products and other high-volume solder requirements. High tin solders are extensively used in electrical work. Solders with 60% tin or more are called fine solders and are used in instrument soldering where temperatures are critical. TIN-ANTIMONY-LEAD SOLDER.- Antimony is added to a tin-lead solder as a substitute for some of the tin. The antimony, up to 6%, increases the strength and mechanical properties of the solder. A word of caution, solders having a high antimony content should not be used on aluminum, zinc, or zinc-coated materials. They form an intermetallic compound of zinc and antimony that causes the solder to become very brittle.
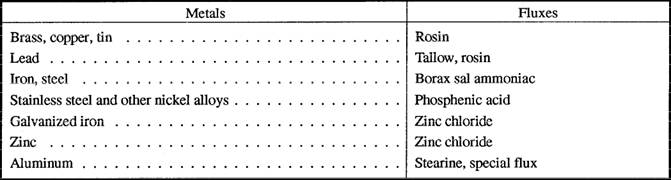
Figure 6-8.-Tin-lead alloy constitutional diagram. TIN-ZINC SOLDER.- Several tin-zinc solders have come into use for the joining of aluminum alloys. The 91/9 and 60/40 tin-zinc solders are for higher temperature ranges (above 300F), and the 80/20 and 70/30 tin-zinc alloys are normally used as precoating solders. LEAD-SILVER SOLDER.- Lead-silver solders are useful where strength at moderately high temperatures is required. The reason lead by itself cannot be used is that it does not normally wet steel, cast iron, or copper and its alloys. Adding silver to lead results in alloys that more readily wet steel and copper. Flow characteristics for straight lead-silver solders are rather poor, and these solders are susceptible to humidity and corrosion during storage. The wetting and flow characteristics can be enhanced as well as an increased resistance to corrosion by introducing a tin content of 1%. Lead-silver solders require higher soldering temperatures and special fluxing techniques. The use of a zinc-chloride base flux or uncoated metals is recommended, because rosin fluxes decompose rapidly at high temperatures. TIN-ANTIMONY SOLDER.- Tin-antimony solders are used for refrigeration work or for joining copper to cast-iron joints. The most common one is the 95/5 solder. TIN-SILVER SOLDER.- Tin-silver solder (96/4) is used for food or beverage containers that must be cadmium and lead-free. It also can be used as a replacement for tin-antimony solder (95/5) for refrigeration work Table 6-1.-Fluxes Used for Soldering Some Common Metals
These solders and the procedures for their use are also listed in the Welding Materials Handbook, NAVFAC, P-433. Fluxes Scale, rust, and oxides form on most metal surfaces when exposed to air, and heating accelerates this formation. Solder will not adhere to or wet the metal unless these pollutants are removed. Fluxes are chemical compounds used to clean and maintain the metal surfaces during the soldering process. They also decrease the surface tension of the solder, making it abetter wetting agent. Fluxes are manufactured in cake, paste, liquid, or powder form and are classified as either noncorrosive or corrosive. Table 6-1 shows the fluxes that are normally used for soldering common metals. NONCORROSIVE FLUXES.- Noncorrosive fluxes are for soldering electrical connections and for other work that must be free of any trace of corrosive residue. Rosin is the most commonly used noncorrosive flux. In the solid state, rosin is inactive and noncorrosive. When heated, it melts and provides some fluxing action. Rosin is available in powder, paste, or liquid form. Rosin fluxes frequently leave a brown residue. This residue is nonconductive and sometimes difficult to remove. The removal problem can be reduced by adding a small amount of turpentine to the rosin. Glycerine is added to the rosin to make the flux more effective. CORROSIVE FLUXES.- Corrosive fluxes have the most effective cleaning action, but any trace of corrosive flux that remains on the work can cause corrosion later. For this reason, corrosive fluxes are not used on electrical connections or other work where corrosion would cause a serious problem. The most commonly used corrosive fluxes are sal ammoniac (ammonium chloride) and zinc chloride. These fluxes are frequently used in either solution or in paste form. The solvent, if present, evaporates as the work heats, leaving a layer of solid flux on the work. When the metal reaches the soldering temperature, this layer of flux melts, partially decomposes, and liberates hydrochloric acid. The hydrochloric acid dissolves the oxides from the work surfaces and the solder, making them ready for soldering. Zinc chloride (sometimes called CUT ACID or KILLED ACID) can be made in the shop as long as safety precautions are followed. To prepare zinc chloride, pour a small amount of muriatic acid (the commercial form of hydrochloric acid) into a glass or acid-resistant container and then add small pieces of zinc. As you add the zinc, the acid boils and bubbles as a result of a chemical reaction that produces zinc chloride and hydrogen gas. Keep adding small pieces of zinc to the mixture until the liquid no longer boils and bubbles. At this point, the reaction is complete and you then dilute the liquid in the container with an equal amount of water. Make only enough as required and strain it before use. If any is leftover, store it in a tightly sealed glass container. WARNING When diluting the acid, you always add the acid to the water. Adding water to acid can result in an explosive reaction, resulting in serious injuries. Specific precautions must be taken when preparing zinc chloride. Rubber gloves, a full-face visor, and an apron are required. The fumes given off by muriatic acid or by the mixture of muriatic acid and zinc are a health hazard as well as an explosive. Prepare zinc chloride under a ventilation hood, out in the open, or near openings to the outside to reduce inhalation of the fumes or the danger of explosion. It is essential that precautions be taken to prevent flames or sparks from coming in contact with the liberated hydrogen. Another type of corrosive flux in use is known as SOLDERING SALTS. Commercially prepared soldering salts are normally manufactured in a powder form that is water soluble that allows you to mix only the amount needed. After a corrosive flux has been used for soldering, you should remove as much of the flux residue as possible from the work. Most corrosive fluxes are water soluble; therefore, washing the work with soap and water and then rinsing thoroughly with clear water usually removes the corrosive residue. To lessen damage, you should ensure the work is cleaned immediately after the soldering. |
|
Privacy Statement - Press Release - Copyright Information. - Contact Us - Support Integrated Publishing |