|
||
|
|
||
| |||||||||||||||
|
|
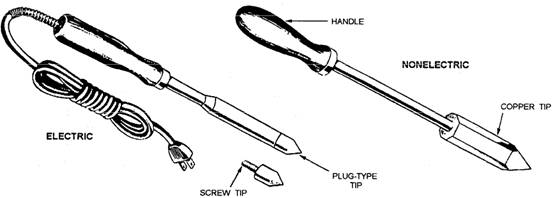
EQUIPMENT Soldering requires very little equipment. For most soldering jobs, you only need a heat source, a soldering copper or iron, solder, and flux. Sources of Heat The sources of heat used for soldering vary according to the method used and the equipment available. Welding torches, blow-torches, forges, and furnaces are some of the sources of heat used. Normally, these heating devices are used to heat the soldering coppers that supply the heat to the metal surfaces and thus melt the solder. Sometimes, the heating devices are used to heat the metal directly. When this is done, you must be careful to prevent heat damage to the metal and the surrounding material. SOLDERING COPPERS.- A soldering copper (usually called a soldering iron) consists of a forged copper head and an iron rod with a handle. (See fig. 6-1.)
Figure 6-1.-Soldering irons.
Figure 6-2.-Soldering copper heads.
Figure 6-3.-Filing a soldering copper. The handle, which may be wood or fiber, is either forced or screwed onto the rod. Soldering heads are available in various shapes. Figure 6-2 shows three of the more commonly used types. The pointed copper is for general soldering work The stub copper is used for soldering flat seams that need a considerable amount of heat. The bottom copper is used for soldering seams that are hard to reach, such as those found in pails, pans, trays, and other similar objects. Nonelectrical coppers are supplied in pairs. This is done so one copper can be used as the other is being heated. The size designation of coppers refers to the weight (in pounds) of TWO copperheads; thus a reference to a pair of 4-pound coppers means that each copper head weighs 2 pounds. Pairs of coppers are usually supplied in 1-pound, 1 1/2-pound, 3-pound, 4-pound, and 6-pound sizes. Heavy coppers are designed for soldering heavy gauge metals, and light coppers are for thinner metals. Using the incorrect size of copper usually results in either poorly soldered joints or overheating. Filing and Tinning Coppers.- New soldering coppers must be tinned (coated with solder) before use.
Figure 6-4.-Tinning a copper (solder placed on cake of sal ammoniac). Also, coppers must be filed and retinned after overheating or for any other reason that caused the loss of their solder coating. The procedure for filing and tinning a copper is as follows: 1. Heat the copper to a cherry red. 2. Clamp the copper in a vise, as shown in figure 3. File the copper with a single-cut bastard file. Bear down on the forward stroke, and release pressure on the return stroke. Do not rock the file. Continue filing the tapered sides of the copper until they are bright and smooth. CAUTION Remember that the copper is hot! Do not touch it with your bare hands. 4. Smooth off the point of the copper and smooth off any sharp edges. 5. Reheat the copper until it is hot enough to melt the solder. 6. Rub each filed side of the copper back and forth across a cake of sal ammoniac, as shown in figure 6-4. 7. Apply solder to the copper until it is tinned. You may rub the solder directly onto the copper, or place it on the cake of sal ammoniac. Do not push the iron into the cake of sal ammoniac, because this can split the cake. When sal ammoniac is not available, use powdered rosin instead. In this instance, place the powdered rosin on top of a brick. Rub the copper back and forth to pick up the rosin and then place the solder directly onto the copper. (See fig. 6-5.) Commercially prepared soldering salts are also used in tinning soldering coppers. These salts are available in
Figure 6-5.-Tinning a copper (solder placed directly on copper).
Figure 6-6.-Forging a soldering copper. powder form. Dissolve the powder in water according to the directions and dip the soldering copper into the solution and then apply the solder. Forging Soldering Coppers.- Soldering coppers may be reshaped by forging when they become blunt or otherwise deformed. The procedure for forging a copper is as follows: 1. File the copper to remove all old tinning and to smooth the surfaces. 2. Heat the copper to a bright red. 3. Hold the copper on an anvil and forge it to the required shape by striking it with a hammer. (See fig. 6-6.) As you reshape the copper, a hollow will appear at the point. Keep this hollow to a minimum by striking the end of the copper. Do not shape too long a taper or sharp point, because this causes the copper to cool too rapidly. Turn the copper often to produce the necessary squared-off sides and reheat the copper as often as necessary during this part of the forging.
Figure 6-7.-Presto-lite heating unit. 4. Reheat the copper to a bright red, and use a flat-faced hammer to remove as many hollows as possible. 5. File and tin the copper using the previously described procedure. ELECTRIC SOLDERING COPPERS.- Electric soldering coppers, or soldering irons, as they sometimes are called, are built with internal heating coils. The soldering heads are removable and interchangeable. Tinning is basically the same with the exception that the tip usually does not become cherry red. Forging or reshaping is not necessary, because the heads are easily replaced. Electric soldering irons are usually used for electrical work or other small jobs. They are especially suited for this type of work, because they do not require auxiliary heating and they can be manufactured as small as a pencil. GAS TORCHES.- Gas torches can be used in combination with soldering head attachments or as a direct heat source. The Presto-lite heating unit is ideal for soft soldering, because it delivers a small controllable flame. It also may be used effectively to heat soldering coppers. As figure 6-7 shows, this heating unit includes a fuel tank regulator, hose, and torch. It burns acetylene or MAPP gas as fuel in the presence of oxygen. The torch tip (stem) is interchangeable with other tips that come with the unit. |
|
Privacy Statement - Press Release - Copyright Information. - Contact Us - Support Integrated Publishing |