|
||
|
|
||
| |||||||||||||||
|
|
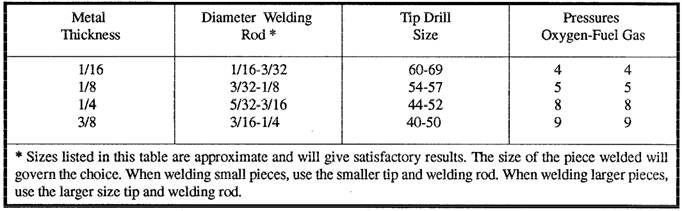
FILLER RODS The term filler rod refers to a filler metal used in gas welding, brazing, and certain electric welding processes in which the filler metal is not a part of the electrical circuit. The only function of the filler rod is to supply filler metal to the joint. Filler rod comes in wire or rod form that is often referred to as "welding rod." As a rule, filler rods are uncoated except for a thin film resulting from the manufacturing process. Filler rods for welding steel are often copper-coated to protect them from corrosion during storage. Most rods are furnished in 36-inch lengths and a wide variety of diameters, ranging from 1/32 to 3/8 inch. Rods for welding cast iron vary from 12 to 24 inches in length and are frequently square, rather than round. You determine the rod diameter for a given job by the thickness of the metal you are joining. Except for rod diameter, you select the filler rod based on the specifications of the metals being joined. These specifications may be federal, military, or Navy specifications. This means that they apply to all federal agencies, the Military Establishment, or the Navy, respectively. Filler metals are presently covered by one or more of these three types of specifications. Eventually, all Navy specifications will be rewritten as military (MIL) specifications. For that reason, some of the specifications for welding materials presented in this section may subsequently be published as military, rather than Navy specifications. Many different types of rods are manufactured for welding ferrous and nonferrous metals. In general, welding shops stock only a few basic types that are suitable for use in all welding positions. These basic types are known as general-purpose rods. OPERATION AND MAINTENANCE OF OXYGAS EQUIPMENT This section discusses basic procedures involved in setting up oxygas equipment, lighting off, adjusting the flame, and securing the equipment. Information also is provided on the maintenance of oxygas welding equipment. SELECTING THE WELDING TORCH TIP SIZE Welding torch tip size is designated by a number stamped on the tip. The tip size is determined by the size of the orifice. There is no standard system of numbering welding torch tip sizes; each manufacturer has his own numbering system. In this manual, the tip size is given in the number drill orifice size. Number drills consist of a series of 80 drills, number 1 through 80. The diameter of a number 1 drill is 0.2280 of an inch and the diameter of a number 80 drill is 0.0135 of an inch. NOTE: As the drill size number increases, the size of the drill decreases. Once you become familiar with the use of a specific manufacturer's torch and numbering system, it becomes unnecessary to refer to orifice number drill size. The orifice size determines the amount of fuel gas and oxygen fed to the flame; therefore, it determines the amount of heat produced by the torch. The larger the orifice, the greater the amount of heat generated. If the torch tip orifice is too small, not enough heat will be available to bring the metal to its fusion temperature. If the torch tip is too large, poor welds result from the following: the weld is made too fast, control of the welding rod melting is difficult, and the appearance and quality of the weld is unsatisfactory. For practice purposes, using an equal-pressure torch, the welding rod sizes and the tip sizes shown in table 5-1 should give satisfactory results. Setting up the oxygas equipment and preparing for welding is identical to setting up for oxygas cutting (chapter 4) except for the selection of the torch tip. Select the correct tip and mixing head (depending on torch manufacturer), and connect them to the torch body. Tighten the assembly by hand, and then adjust to the proper angle. After the desired adjustment has been made, tighten the tip. On some types of equipment, the tip is tightened with a wrench, while on other types, only hand tightening is required. TORCH LIGHTING AND FLAME ADJUSTMENT When lighting the torch and adjusting the flame, you should always follow the manufacturer's directions for the particular model of torch being used. This is necessary because the procedure varies somewhat with Table 5-1.-Welding Rod Sizes and Tip Sizes Used to Weld Various Thicknesses of Metal
different types of torches and, in some cases, even with different models made by the same manufacturer. After lighting the torch, you adjust the flame according to the type of metal being welded. In-depth coverage of the different types of flames is covered in chapter 4. The carburizing flame is best used for welding high-carbon steels, for hardfacing, and for welding nonferrous alloys, such as Monel. A neutral flame is the correct flame to use for welding most metals. When steel is welded with this flame, the puddle of molten metal is quiet and clear, and the metal flows without boiling, foaming, or sparking. The welding flame should always be adjusted to neutral before either the oxidizing or carburizing flame mixture is set. The oxidizing flame has a limited use and is harmful to many metals. When applied to steel, the oxidizing flame causes the molten metal to foam and produce sparks. The major use of the flame is that of the slightly oxidizing flame used to braze steel and cast iron. A stronger oxidizing flame is used for fusion welding brass and bronze. You determine the amount of excess oxygen to use by watching the molten metal. |
|
Privacy Statement - Press Release - Copyright Information. - Contact Us - Support Integrated Publishing |