|
||
|
|
||
| |||||||||||||||
|
|
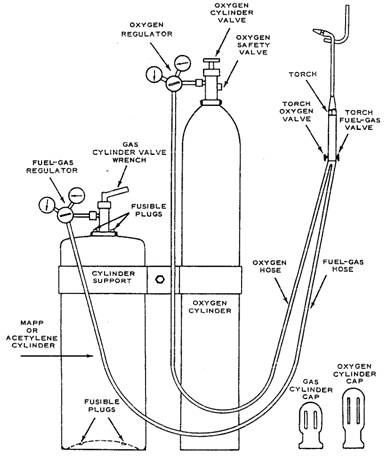
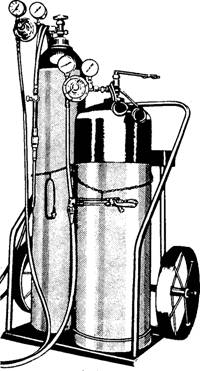
CHAPTER 5 GAS WELDING This chapter discusses equipment and materials used in gas welding. Information is provided on the operation and maintenance of oxyacetylene and oxyMAPP equipment. Included are welding techniques and safety precautions associated with gas welding. Oxyacetylene and oxy-MAPP (methylacetylenepropadiene) welding are two types of gas-welding processes. They require a gas-fueled torch to raise the temperature of two similar pieces of metal to their fusion point that allows them to flow together. A filler rod is used to deposit additional metal. The gas and oxygen are mixed to correct proportions in the torch, and you can adjust the torch to produce various types of flames. A properly made gas weld is consistent in appearance, showing a uniform deposit of weld metal. Complete fusion of the sidewalls is necessary to forma good joint. Some of the factors you must consider when making a gas weld are as follows: edge preparation, spacing and alignment of the parts, temperature control (before, during, and after the welding process), size of the torch tip, size and type of the filler rod, flame adjustment, and rod and torch manipulation. In some cases, fluxes are needed to remove oxides and slag from the molten metal and to protect the puddle from atmospheric contamination. When you join sections of plate by gas welding, the edges of the plate at the joint are uniformly melted by the heat from the torch. When welding heavier sheets and plates, you have to use filler metals. The edges of the heavier plate are beveled to permit penetration to the base of the joint. Both the filler metal and the base metal are melted, and as they solidify, they form one continuous piece. For welding light sheet metal, filler metal is usually not necessary. The edges of light sheet metal are flanged at the joint so they flow together to form one solid piece when you melt them. OXYGAS WELDING EQUIPMENT An oxygas welding outfit is basically the same as an oxygas cutting outfit with the exception of the torch. The welding outfit usually consists of a cylinder of acetylene or MAPP gas, a cylinder of oxygen, two regulators, two lengths of hose with fittings, and a welding torch with tips (fig. 5-1). An oxygas welding outfit also is called a welding rig. In addition to the basic equipment mentioned, you also use the same auxiliary equipment that was discussed in chapter 4. This equipment consists of tip cleaners, cylinder trucks, clamps, and holding jigs. Safety apparel, which includes goggles, hand shields, gloves, leather aprons, sleeves and leggings, is essential and should be worn as required. Information on safety apparel is contained in chapter 3. Oxygas welding equipment, like cutting equipment, may be stationary or portable. A portable oxygas outfit, as shown in figure 5-2, is an advantage when it becomes necessary to move the equipment. To perform your welding duties, you must be able to set up the welding equipment and make the adjustments required to perform the welding operation. Thus it is important that you understand the purpose and function of the basic pieces of equipment that makeup the welding outfit. The gases, cylinders, regulators, hoses, and safety equipment are covered in chapter 4. If you have any questions, you should review chapter 4 before continuing. WELDING TORCHES The oxygas welding torch mixes oxygen and fuel gas in the proper proportions and controls the amount of the mixture burned at the welding tip. Torches have two needle valves: one for adjusting the oxygen flow and the other for adjusting the fuel gas flow. Other basic parts include a handle (body), two tubes (one for oxygen and another for fuel), a mixing head, and a tip. On some models the tubes are silver-brazed to the head and the rear end forgings, which are, in turn, fitted into the handle. Welding tips are made from a special copper alloy and are available indifferent sizes to handle a wide range of uses and plate thicknesses. Two general types of welding torches are used: Low pressure Medium pressure
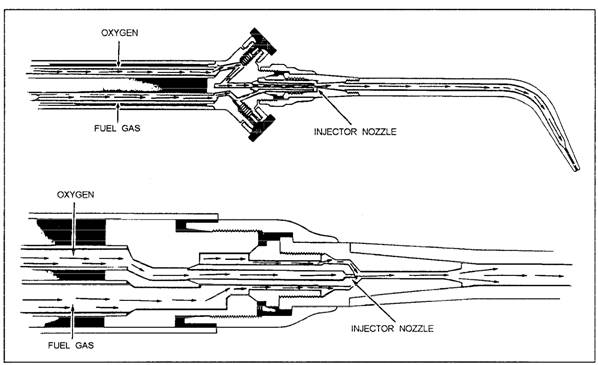
Figure 5-1.-An oxygas welding outfit. The low-pressure torch is also known as an injector torch. The fuel-gas pressure is 1 psi (pound per square inch) or less. The oxygen pressure ranges between 10 to 40 pounds, depending on the size of the torch tip. A jet of relatively high-pressure oxygen produces the suction necessary to draw the fuel gas into the mixing head. The welding tips may or may not have separate injectors in the tip. Atypical mixing head for the low-pressure (or injector) torch is shown in figure 5-3. Medium-pressure torches are often called balancedpressure or equal-pressure torches because the fuel gas and the oxygen pressure are kept equal. Operating pressures vary, depending on the type of tip used. DANGER If acetylene is used as the fuel gas, the pressure must never be allowed to exceed 15 psi because acetylene becomes very dangerous at 15 psi and self-explosive at 29.4 psi.
Figure 5-2.-A portable oxygas welding and cutting outfit,
Figure 5-3.-Mixing head for the low-pressure torch.
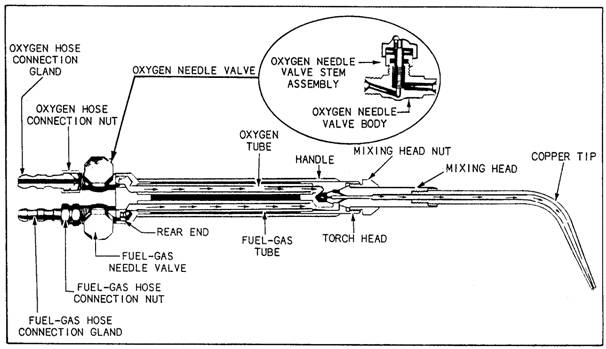
Figure 5-4.-Equal-pressure welding torch. A typical equal-pressure welding torch, also called a general-purpose torch, is shown in figure 5-4. The medium-pressure torch is easier to adjust than the lowpressure torch and, since equal gas pressures are used, you are less likely to get a flashback. (Flashbacks are covered in chapter 4.) Welding TIPS and MIXERS are designed in several ways, depending on the manufacturer. Some torch designs have a separate mixing head or mixer for each tip size. Other designs have only one mixer for several tip sizes. Tips come in various types; some are one-piece hard-copper tips and others are two-piece tips that include an extension tube to make the connection between the tip and the mixing head. When used with an extension tube, removable tips are made of hard copper, brass, or bronze. Tip sizes are designated by numbers, and each manufacturer has his own arrangement for classifying them. Tip sizes differ in the diameter of the hole. |
|
Privacy Statement - Press Release - Copyright Information. - Contact Us - Support Integrated Publishing |