|
||
|
|
||
| |||||||||||||||
|
|
The square butt joint is used primarily for metals that are 3/16 inch or less in thickness. The joint is reasonably strong, but its use is not recommended when the metals are subject to fatigue or impact loads. Preparation of the joint is simple, since it only requires matching the edges of the plates together; however, as with any other joint, it is important that it is fitted together correctly for the entire length of the joint. It is also important that you allow enough root opening for the joint. Figure 3-23 shows an example of this type of joint. When you are welding metals greater than 3/16 inch in thickness, it is often necessary to use a grooved butt joint. The purpose of grooving is to give the joint the required strength. When you are using a grooved joint, it is important that the groove angle is sufficient to allow the electrode into the joint; otherwise, the weld will lack penetration and may crack. However, you also should avoid excess beveling because this wastes both weld metal and time. Depending on the thickness of the base metal, the joint is either single-grooved (grooved on one side only) or double-grooved (grooved on both sides). As a welder, you primarily use the single-V and doubleV grooved joints. The single-V butt joint (fig. 3-23, view B) is for use on plates 1/4 inch through 3/4 inch in thickness. Each member should be beveled so the included angle for the joint is approximately 60 degrees for plate and 75 degrees for pipe. Preparation of the joint requires a special beveling machine (or cutting torch), which makes it more costly than a square butt joint. It also requires more filler material than the square joint; however, the joint is stronger than the square butt joint. But, as with the square joint, it is not recommended when subjected to bending at the root of the weld. The double-V butt joint (fig. 3-23, view C) is an excellent joint for all load conditions. Its primary use is on metals thicker than 3/4 inch but can be used on thinner plate where strength is critical. Compared to the single-V joint, preparation time is greater, but you use less filler metal because of the narrower included angle. Because of the heat produced by welding, you should alternate weld deposits, welding first on one side and then on the other side. This practice produces a more symmetrical weld and minimizes warpage. Remember, to produce good quality welds using the groove joint, you should ensure the fit-up is consistent for the entire length of the joint, use the correct groove
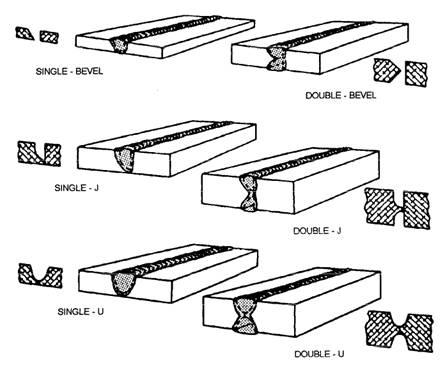
Figure 3-24.-Additional types of groove welds. angle, use the correct root opening, and use the correct root face for the joint. When you follow these principles, you produce better welds every time. Other standard grooved butt joint designs include the bevel groove, J-groove, and U-groove, as shown in figure 3-24. |
|
Privacy Statement - Press Release - Copyright Information. - Contact Us - Support Integrated Publishing |