|
||
|
|
||
| |||||||||||||||
|
|
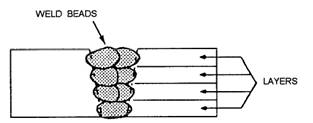
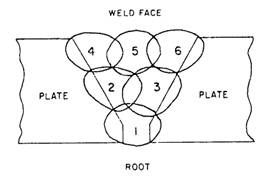
TYPES OF WELDS There are many types of welds. Some of the common types you will work with are the bead, groove, fillet, surfacing, tack, plug, slot, and resistance. As a beginner, the first type of weld that you learn to produce is called a weld bead (referred to simply as a bead). A weld bead is a weld deposit produced by a single pass with one of the welding processes. An example of a weld bead is shown in figure 3-12. A weld bead may be either narrow or wide, depending on the amount of transverse oscillation (side-to-side movement) used by the welder. When there is a great deal of oscillation, the bead is wide; when there is little or no oscillation, the bead is narrow. A weld bead made without much weaving motion is often referred to as a stringer bead. On the other hand, a weld bead made with side-to-side oscillation is called a weave bead. Groove welds are simply welds made in the groove between two members to be joined. The weld is adaptable to a variety of butt joints, as shown in figure 3-13. Groove welds may be joined with one or more weld beads, depending on the thickness of the metal. If two or more beads are deposited in the groove, the weld is made with multiple-pass layers, as shown in figure 3-14. As a rule, a multiple-pass layer is made with stringer beads in manual operations. As a Steelworker, you will use groove welds frequently in your work. Another term you should be familiar with, when making a multiple-pass weld, is the buildup sequence, as shown in figure 3-15. Buildup sequence refers to the
Figure 3-14.-Multiple-pass layers.
Figure 3-15.-Weld layer sequence. order in which the beads of a multiple-pass weld are deposited in the joint. NOTE: Often welding instructions specify an interpass temperature. The interpass temperature refers to the temperature below which the previously deposited weld metal must be before the next pass may be started.
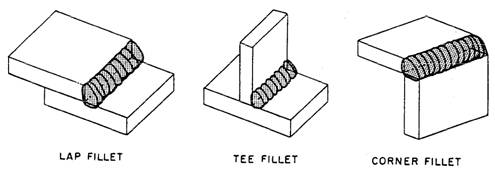
Figure 3-16.-Fillet welds.
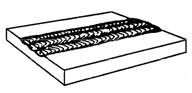
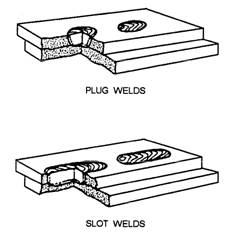
Figure 3-17.-Surfacing welds. After the effects of heat on metal are discussed, later in the chapter, you will understand the significance of the buildup sequence and the importance of controlling the interpass temperature. Across-sectional view of a fillet weld (fig. 3-16) is triangular in shape. This weld is used to join two surfaces that are at approximately right angles to each other in a lap, tee, or comer joint. Surfacing is a welding process used to apply a hard, wear-resistant layer of metal to surfaces or edges of worn-out parts. It is one of the most economical methods of conserving and extending the life of machines, tools, and construction equipment. As you can see in figure 3-17, a surfacing weld is composed of one or more stringer or weave beads. Surfacing, sometimes known as hardfacing or wearfacing, is often used to build up worn shafts, gears, or cutting edges. You will learn more about this type of welding in chapter 6 of this training manual. A tack weld is a weld made to hold parts of an assembly in proper alignment temporarily until the final welds are made. Although the sizes of tack welds are not specified, they are normally between 1/2 inch to 3/4 inch in length, but never more than 1 inch in length. In determining the size and number of tack welds for a specific job, you should consider thicknesses of the metals being joined and the complexity of the object being assembled. Plug and slot welds (fig. 3-18) are welds made through holes or slots in one member of a lap joint. These welds are used to join that member to the surface of another member that has been exposed through the
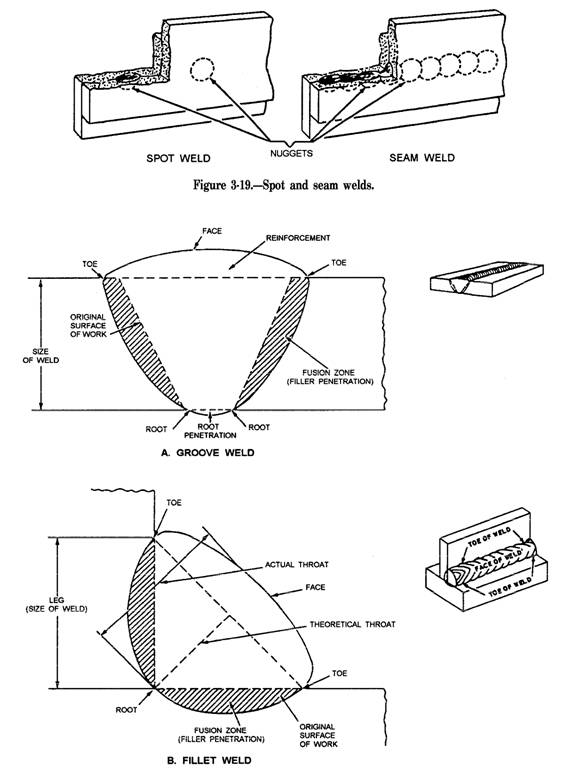
Figure 3-18.-Plug and slot welds. hole. The hole may or may not be completely filled with weld metal. These types of welds are often used to join face-hardened plates from the backer soft side, to install liner metals inside tanks, or to fill up holes in a plate. Resistance welding is a metal fabricating process in which the fusing temperature is generated at the joint by the resistance to the flow of an electrical current. This is accomplished by clamping two or more sheets of metal between copper electrodes and then passing an electrical current through them. When the metals are heated to a melting temperature, forging pressure is applied through either a manual or automatic means to weld the pieces together. Spot and seam welding (fig. 3-19) are two common types of resistance welding processes. Spot welding is probably the most commonly used type of resistance welding. The material to be joined is placed between two electrodes and pressure is applied. Next, a charge of electricity is sent from one electrode through the material to the other electrode. Spot welding is especially useful in fabricating sheet metal parts. Seam welding is like spot welding except that the spots overlap each other, making a continuous weld
Figure 3-20.-Parts of a groove weld and fillet weld. seam. In this process, the metal pieces pass between roller type of electrodes. As the electrodes revolve, the current is automatically turned on and off at the speed at which the parts are set to move. Seabees do not normally use seam welding, because this type of welding is most often used in industrial manufacturing. |
|
Privacy Statement - Press Release - Copyright Information. - Contact Us - Support Integrated Publishing |