|
||
|
|
||
| |||||||||||||||
|
|
QUENCHING MEDIA The cooling rate of an object depends on many things. The size, composition, and initial temperature of the part and final properties are the deciding factors in selecting the quenching medium. A quenching medium must cool the metal at a rate rapid enough to produce the desired results. Mass affects quenching in that as the mass increases, the time required for complete cooling also increases. Even though parts are the same size, those containing holes or recesses cool more rapidly than solid objects. The composition of the metal determines the maximum cooling rate possible without the danger of cracking or warping. This critical cooling rate, in turn, influences the choice of the quenching medium. The cooling rate of any quenching medium varies with its temperature; therefore, to get uniform results, you must keep the temperature within prescribed limits. The absorption of heat by the quenching medium also depends, to a large extent, on the circulation of the quenching medium or the movement of the part. Agitation of the liquid or the part breaks up the gas that forms an insulating blanket between the part and the liquid. Normally, hardening takes place when you quench a metal. The composition of the metal usually determines the type of quench to use to produce the desired hardness. For example, shallow-hardened low-alloy and carbon steels require severer quenching than deep-hardened alloy steels that contain large quantities of nickel, manganese, or other elements. Therefore, shallow-hardening steels are usually quenched in water or brine, and the deep-hardening steels are quenched in oil. Sometimes it is necessary to use a combination quench, starting with brine or water and finishing with oil. In addition to producing the desired hardness, the quench must keep cracking, warping, and soft spots to a minimum. The volume of quenching liquid should be large enough to absorb all the heat during a normal quenching operation without the use of additional cooling. As more metals are quenched, the liquid absorbs the heat and this temperature rise causes a decrease in the cooling rate. Since quenching liquids must be maintained within definite temperature ranges, mechanical means are used to keep the temperature at prescribed levels during continuous operations. LIQUID QUENCHING The two methods used for liquid quenching are called still-bath and flush quenching. Instill-bath quenching, you cool the metal in a tank of liquid. The only movement of the liquid is that caused by the movement of the hot metal, as it is being quenched. For flush quenching, the liquid is sprayed onto the surface and into every cavity of the part at the same time to ensure uniform cooling. Flush quenching is used for parts having recesses or cavities that would not be properly quenched by ordinary methods. That assures a thorough and uniform quench and reduces the possibilities of distortion. Quenching liquids must be maintained at uniform temperatures for satisfactory results. That is particularly true for oil. To keep the liquids at their proper temperature, they are usually circulated through water-cooled
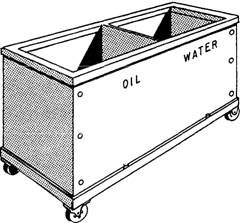
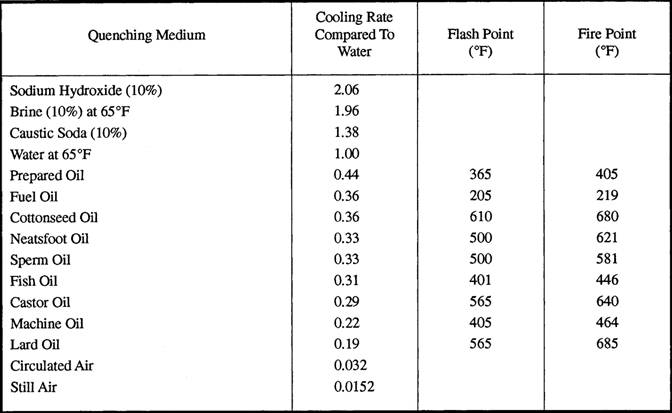
Figure 2-3.-Portable quench tank. coils. Self-contained coolers are integral parts of large quench tanks. A typical portable quench tank is shown in figure 2-3. This type can be moved as needed to various parts of the heat-treating shop. Some tanks may have one or more compartments. If one compartment contains oil and the other water, the partition must be liquid-tight to prevent mixing. Each compartment has a drain plug, a screen in the bottom to catch scale and other foreign matter, and a mesh basket to hold the parts. A portable electric pump can be attached to the rim of the tank to circulate the liquid. This mechanical agitation aids in uniform cooling. Water Water can be used to quench some forms of steel, but does not produce good results with tool or other alloy steels. Water absorbs large quantities of atmospheric gases, and when a hot piece of metal is quenched, these gases have a tendency to form bubbles on the surface of the metal. These bubbles tend to collect in holes or recesses and can cause soft spots that later lead to cracking or warping. The water in the quench tank should be changed daily or more often if required. The quench tank should be large enough to hold the part being treated and should have adequate circulation and temperature control. The temperature of the water should not exceed 65F. When aluminum alloys and other nonferrous metals require a liquid quench, you should quench them in clean water. The volume of water in the quench tank should be large enough to prevent a temperature rise of more than 20F during a single quenching operation. For Table 2-4.-Properties and Average Cooling Abilities of Quenching Media
heavy-sectioned parts, the temperature rise may exceed 20F, but should be kept as low as possible. For wrought products, the temperature of the water should be about 65F and should never exceed 100F before the piece enters the liquid. Brine Brine is the result of dissolving common rock salt in water. This mixture reduces the absorption of atmospheric gases that, in turn, reduces the amount of bubbles. As a result, brine wets the metal surface and cools it more rapidly than water. In addition to rapid and uniform cooling, the brine removes a large percentage of any scale that may be present. The brine solution should contain from 7% to 10% salt by weight or three-fourths pound of salt for each gallon of water. The correct temperature range for a brine solution is 65F to 100F. Low-alloy and carbon steels can be quenched in brine solutions; however, the rapid cooling rate of brine can cause cracking or stress in high-carbon or low-alloy steels that are uneven in cross section. Because of the corrosive action of salt on nonferrous metals, these metals are not quenched in brine. Oil Oil is used to quench high-speed and oil-hardened steels and is preferred for all other steels provided that the required hardness can be obtained. Practically any type of quenching oil is obtainable, including the various animal oils, fish oils, vegetable oils, and mineral oils. Oil is classed as an intermediate quench. It has a slower cooling rate than brine or water and a faster rate than air. The quenching oil temperature should be kept within a range of 80F to 150F. The properties and average cooling powers of various quenching oils are given in table 2-4. Water usually collects in the bottom of oil tanks but is not harmful in small amounts. In large quantities it can interfere with the quenching operations; for example, the end of a long piece may extend into the water at the bottom of the tank and crack as a result of the more rapid cooling. Nonferrous metals are not routinely quenched in oil unless specifications call for oil quenching. Caustic Soda A solution of water and caustic soda, containing 10 percent caustic soda by weight, has a higher cooling rate than water. Caustic soda is used only for those types of steel that require extremely rapid cooling and is NEVER used as a quench for nonferrous metals. WARNING CAUSTIC SODA REQUIRES SPECIAL HANDLING BECAUSE OF ITS HARMFUL EFFECTS ON SKIN AND CLOTHING. DRY QUENCHING This type of quenching uses materials other than liquids. Inmost cases, this method is used only to slow the rate of cooling to prevent warping or cracking. Air Air quenching is used for cooling some highly alloyed steels. When you use still air, each tool or part should be placed on a suitable rack so the air can reach all sections of the piece. Parts cooled with circulated air are placed in the same manner and arranged for uniform cooling. Compressed air is used to concentrate the cooling on specific areas of a part. The airlines must be free of moisture to prevent cracking of the metal. Although nonferrous metals are usually quenched in water, pieces that are too large to fit into the quench tank can be cooled with forced-air drafts; however, an air quench should be used for nonferrous metal only when the part will not be subjected to severe corrosion conditions and the required strength and other physical properties can be developed by a mild quench. Solids The solids used for cooling steel parts include castiron chips, lime, sand, and ashes. Solids are generally used to slow the rate of cooling; for example, a cast-iron part can be placed in a lime box after welding to prevent cracking and warping. All solids must be free of moisture to prevent uneven cooling. |
|
Privacy Statement - Press Release - Copyright Information. - Contact Us - Support Integrated Publishing |