|
||
|
|
||
| |||||||||||||||
|
|
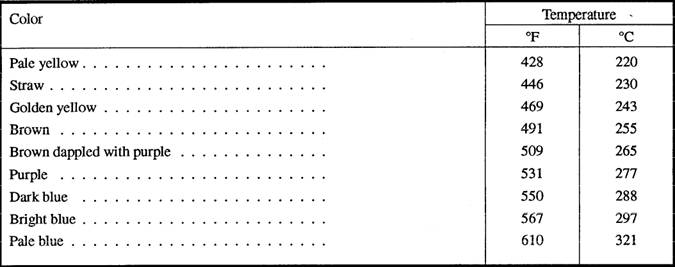
TEMPERING After the hardening treatment is applied, steel is often harder than needed and is too brittle for most practical uses. Also, severe internal stresses are set up during the rapid cooling from the hardening temperature. To relieve the internal stresses and reduce brittleness, you should temper the steel after it is hardened. Tempering consists of heating the steel to a specific temperature (below its hardening temperature), holding it at that temperature for the required length of time, and then cooling it, usually instill air. The resultant strength, hardness, and ductility depend on the temperature to which the steel is heated during the tempering process. The purpose of tempering is to reduce the brittleness imparted by hardening and to produce definite physical properties within the steel. Tempering always follows, never precedes, the hardening operation. Besides reducing brittleness, tempering softens the steel. That is unavoidable, and the amount of hardness that is lost depends on the temperature that the steel is heated to during the tempering process. That is true of all steels except high-speed steel. Tempering increases the hardness of high-speed steel. Tempering is always conducted at temperatures below the low-critical point of the steel. In this respect, tempering differs from annealing, normalizing, and hardening in which the temperatures are above the upper critical point. When hardened steel is reheated, tempering begins at 212F and continues as the temperature increases toward the low-critical point. By selecting a definite tempering temperature, you can predetermine the resulting hardness and strength. The minimum temperature time for tempering should be 1 hour. If the part is more than 1 inch thick, increase the time by 1 hour for each additional inch of thickness. Normally, the rate of cooling from the tempering temperature has no effect on the steel. Steel parts are usually cooled in still air after being removed from the tempering furnace; however, there are a few types of steel that must be quenched from the tempering temperature to prevent brittleness. These blue brittle steels can become brittle if heated in certain temperature ranges and allowed to cool slowly. Some of the nickel chromium steels are subject to this temper brittleness. Steel may be tempered after being normalized, providing there is any hardness to temper. Annealed steel is impossible to temper. Tempering relieves quenching stresses and reduces hardness and brittleness. Actually, the tensile strength of a hardened steel may increase as the steel is tempered up to a temperature of about 450F. Above this temperature it starts to decrease. Tempering increases softness, ductility, malleability, and impact resistance. Again, high-speed steel is an exception to the rule. High-speed steel increases in hardness on tempering, provided it is tempered at a high temperature (about 1550F). Remember, all steel should be removed from the quenching bath and tempered before it is complete] y cold. Failure to temper correctly results in a quick failure of the hardened part. Permanent steel magnets are made of special alloys and are heat-treated by hardening and tempering. Hardness and stability are the most important properties in permanent magnets. Magnets are tempered at the minimum tempering temperature of 212F by placing them in boiling water for 2 to 4 hours. Because of this lowtempering temperature, magnets are very hard. Case-hardened parts should not be tempered at too high a temperature or they may loose some of their hardness. Usually, a temperature range from 212F to 400F is high enough to relieve quenching stresses. Some metals require no tempering. The design of the part helps determine the tempering temperature. Color tempering is based on the oxide colors that appear on the surface of steel, as it is heated. When you slowly heat a piece of polished hardened steel, you can see the surface turn various colors as the temperature changes. These colors indicate structural changes are taking place within the metal. Once the proper color appears, the part is rapidly quenched to prevent further structural change. In color tempering, the surface of the steel must be smooth and free of oil. The part may be heated by a torch, in a furnace, over a hot plate, or by radiation. Table 2-3.-Oxide Colors for Tempering Steel
Cold chisels and similar tools must have hard cutting edges and softer bodies and heads. The head must be tough enough to prevent shattering when struck with shammer.The cutting edge must be more than twice as hard as the head, and the zone separating the two must be carefully blended to prevent a lineof demarcation. A method of color tempering frequently used for chisels and similar tools is one in which the cutting end is heated by the residual heat of the opposite end of the same tool. To harden and tempera cold chisel by this method, you heat the tool to the proper hardening temperature and then quench the cutting end only. Bob the chisel up and down in the bath, always keeping the cutting edge below the surface. This method air-cools the head while rapidly quenching the cutting edge. The result is a tough head, fully hardened cutting edge, and a properly blended structure. When the cutting end has cooled, remove the chisel from the bath and quickly polish the cutting end with a buff stick (emery). Watch the polished surface, as the heat from the opposite end feeds back into the quenched end. As the temperature of the hardened end increases, oxide colors appear. These oxide colors progress from pale yellow, to a straw color, and end in blue colors. As soon as the correct shade of blue appears, quench the entire chisel to prevent further softening of the cutting edge. The metal is tempered as soon as the proper oxide color appears and quenching merely prevents further tempering by freezing the process. This final quench has no effect on the body and the head of the chisel, because their temperature will have dropped below the critical point by the time the proper oxide color appears on the cutting edge. When you have completed the above described process, the chisel will be hardened and tempered and only needs grinding. During the tempering, the oxide color at which you quench the steel varies with the properties desired in the part. Table 2-3 lists the different colors and their corresponding temperatures. To see the colors clearly, you must turn the part from side to side and have good lighting. While hand tempering produces the same result as furnace tempering, there is a greater possibility for error. The slower the operation is performed, the more accurate are the results obtained. |
|
Privacy Statement - Press Release - Copyright Information. - Contact Us - Support Integrated Publishing |