Custom Search
|
|
  |
|
|
Permaswage Fitting Repair The basic element of the Permaswage repair technique is the Permaswage fitting, which is mechanically swaged onto the tube by a hydraulically operated tool. Permaswage fittings are designed for use by all levels of maintenance, and are available in various configura-tions. Tube assembly repair using Permaswage fittings and techniques is considered permanent repair. Four basic types of tube assembly failures lend themselves to permanent repair using Permaswage fittings and techniques. Each type of tube assembly failure and its recommended repair is described in table 6-11.
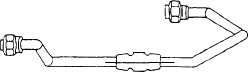
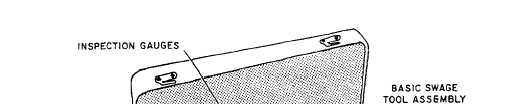
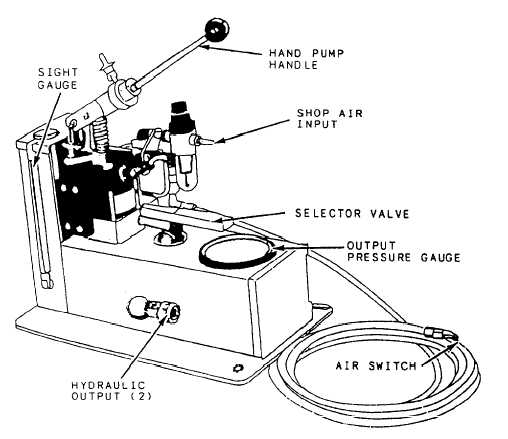
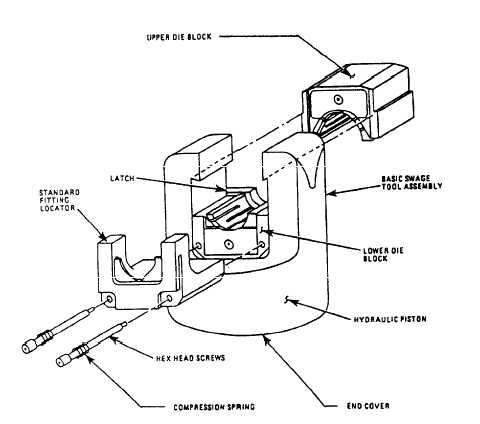
Figure 6-25.Marking tube. Before you cut a tube, use a marking pen and a ruler to draw a line parallel to the tube run across the section to be cut (fig. 6-25). Cut the tubing. If a tube end is to be replaced, make sure the line is placed in the same location on the new tube as on the tube section that has been removed. Draw a line across the fitting. Install the tube run and locate the fitting. Fingertighten any end fittings. One end of the fitting may be swaged on the bench if possible. Place the swaging tool on the first end being swaged, and line up the line on the tube end being swaged with the line on fitting. Repeat the procedure with the other ends to be swaged. Torque the fittings.In addition to the four types of repairs described in table 6-11, flared, flareless, and lipseal end fittings may often be repaired by replacing defective end fittings with Permaswage fittings.Permaswage tube repair equipment consists of two series, D10000 and D12200. Each series has three separate tool kits and a hydraulic power supply. Installation of fittings by use of either series depends upon the size of fittings, pressure rating, and access to damaged area.The series D12200 and series D10000 tool kits differ only in the range of tube sizes that each kit can swage. Figure 6-26 illustrates a typical series D10000 tool kit. Series D10000 swaging tools make permanent tubing joints by swaging Permaswage fittings onto compatible tubing. The fittings may be unions, tees, crosses, separable fittings, reducer fittings, and other special fittings.Hydraulic pressure supplied by a portable hydraulic power supply (fig. 6-27) causes die segments contained within the swaging tool (fig. 6-28) to swage. The basic swage tool assembly contains the actuating piston and a locking latch, which ensures upper die block retention during the swage cycle. The swaging tool is designed to operate over a range of tubing sizes and types of fittings by changing die block assemblies and/or fitting locators. The die block assemblies are supplied in sets, consisting of upper and lower die blocks, dies, and locators. The lower die block is retained on the basic swage tool assembly to make sure of automatic retraction and consistent repeatability. The upper die block assembly is removable for easy loading.
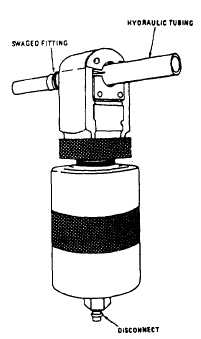
Figure 6-29.Series D12200 kit swage tool operation. As a supplement to the series D10000 tool kits, the series D12200 tool kits (fig. 6-29) may be used. The newer type of tooling is smaller in size and is designed to repair tubing on board aircraft. The portable hydraulic power supply D10004 (fig. 6-27) generates 5,500 psi to operate the swaging tool. Hydraulic fluid is fed to the tool through a 1/4-inch quick-disconnect, high-pressure hose. As a precaution against premature tool fatigue, the swaging pressure is kept from exceeding 5,500 psi by the pressure relief valve. The D 10004 hydraulic power supply can be operated either manually by
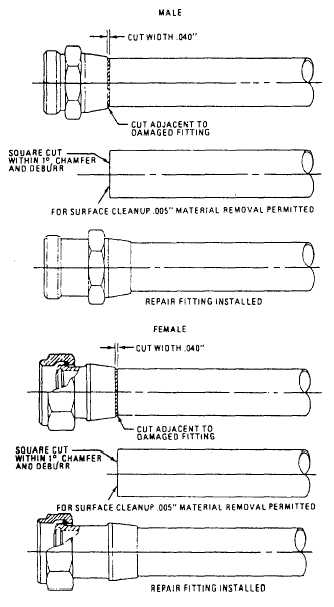
Figure 6-31.Male and female repair fitting installation. using a hand pump or automatically by air-to-hydraulic fluid intensification from a 80 20 psi pressure shop air source. |
|
|
|