Custom Search
|
|
  |
|
|
TYPES OF SEALANTS The physical conditions surrounding the seal govern the type of sealant to be used. Some sealants are exposed to extremely high or low temperatures. Other sealants contact fuels and lubricants. There-fore, it is necessary to use a sealant that has been compounded for the particular condition. Sealants are supplied in different consistencies and cure rates. Basic sealants are classified in three general categoriespliable, drying, and curing. Pliable Sealants Pliable sealants are referred to as one-part sealants and are supplied "ready for use" as packaged. They are solids and change very little during or after application. Solvent is not used with pliable sealants. Therefore, drying is not necessary. Except for normal aging, they remain virtually the same as when they were packaged. They easily adhere to metal, glass, and plastic surfaces. Pliable sealants are used around access panels and doors and in areas where pressurization cavities must be maintained. Drying Sealants Drying sealants set and cure by evaporation of the solvent. Solvents are used in these sealants to provide the desired application consistency. Consistency or hardness may change when this type of sealant dries, depending on the amount of solvent it contains. Shrinkage during the drying process is an important consideration. The degree of shrinkage also depends upon the amount of solvent it contains.
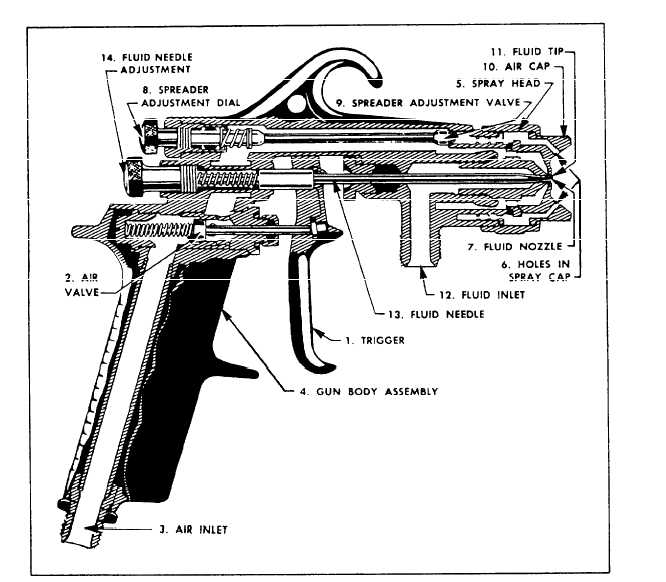
Figure 14-42.-Sectional view of typical spray gun. Curing Sealants Catalyst-cured sealants have an advantage over drying sealants because they are transformed from a fluid or semifluid state into a solid by chemical reaction rather than by evaporation of a solvent. A chemical catalyst or accelerator is added and mixed just prior to sealant applications. Heat may be employed to speed up the curing process. When you use a catalyst, you should accurately measure and thoroughly mix the two components to ensure a complete and even cure. APPLICATION OF SEALANTS The application of sealants varies according to time, tools required, and the application method.
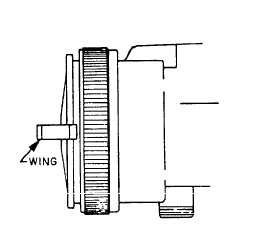
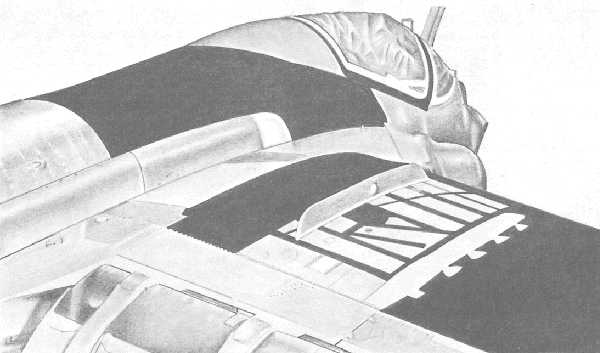
Figure 14-43.-Spray gun nozzle. However, the following restrictions apply to all sealant applications:Sealant should be used within the application time limits specified by the sealant manufacturer.Sealant should not be applied to metal that is colder than 70F. Better adhesion is obtained and the applied sealant will have less tendency to flow while curing if the metal is warmed to a temperature between 90F and 100F before the sealant is applied.Sealant should be discarded immediately when it becomes too stiff to apply or work. Stiff or partially cured sealant will not wet the surface to which it is to be applied as well as fresh material and, consequently, will not have satisfactory adhesion.Sealant should not be used for faying surface applications unless it has just been removed from refrigerated storage or freshly mixed.While the use of sealants on aircraft surfaces has greatly increased over the past few years, application methods have been mostly through the use of brushes, dipping, injection guns, and spatulas. The spraying of sealants is a recent development. MIL-S-81733 sealant, type III, is extensively used for spray application. If type III sealant cannot be procured, MIL-S-8802 sealant, class A, may be used by thinning it to a sprayable consistency by the addition of an appropriate solvent.Figure 14-44 shows sealant applied to an aircraft to protect some of the most corrosion-prone areas. The sealant was applied using spray, spatula, and brush methods.When you are pressure sealing an aircraft, the sealing materials should be applied to produce a continuous bead, film, or fillet over the sealed area. Air bubbles, voids, metal chips, or oily contamination will prevent an effective seal. Therefore, the success of the sealing operation depends upon the cleanliness of the area and the careful application of the sealant materials.There are various methods of pressure sealing the joints and seams in aircraft. The applicable structural repair manual will specify the method to be used in each application.The sealing of a faying surface is accomplished by brush coating the contacting surfaces with the specified sealant. The sealant should be applied immediately before fastening the parts together.
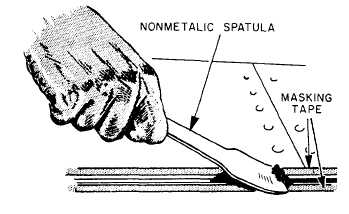
Figure 14-44.-Sealant applied to aircraft exterior surfaces. Careful planning is necessary to close faying surface seals on large assemblies within the application time limit of the sealant. Once the sealant has been applied, the parts must be joined, the required number of bolts must be torqued, and all the rivets driven within this time limit.When insulating tape has been installed between the faying surfaces to prevent dissimilar metals contacts, pressure sealing should be accomplished by fillet sealing. Fillet sealing is the spreading of sealant along the seam with a sealant injection gun. The sealant should be spread in approximately 3-foot increments. Before you proceed to the next increment, the applied portion of the fillet should be worked with a sealant spatula or tool. See figure 14-45. This working of the sealant fills the voids in the seam and eliminates air bubbles. The leak-free service life of the sealant is determined by the thoroughness and care you use in working out the air bubbles.After the sealant has cured to a tack-free condition, the fillet should be inspected for any remaining air bubbles. Such air bubbles should be opened and filled with sealant.When a heavy fillet is required, it should be applied in layers. The top layer should fair with the metal.Injection sealing is the pressure filling of openings or voids with a sealant injection gun. Joggles should be tilled by forcing sealant into the opening until it emerges from the opposite side. Voids and cavities are filled by starting with the nozzle of the sealant injection gun at the bottom of the space and filling as the nozzle is withdrawn.
Figure 14-45.-Applylng sealant. NOTE: A joggle is a joint between two pieces of material formed by a notch and a fitted projection.Rivets, rivnuts, screws, and small bolts should have a brush coat of sealant over the protruding portion on the pressure side. Washers should have a brush coat of sealant on both sides. Split grommets should have sealant brushed into the split prior to installation. After installation, fillets should be applied to both the base of the grommet and the protruding tube in the pressure side. |
 |
|
|