|
||
|
|
||
| |||||||||||||||
|
|
GMA WELDING PROCEDURES As with any other type of welding, the GMA welding procedure consists of certain variables that you must understand and follow. Many of the variables have already been discussed. This section applies some of these variables to the actual welding procedure. Starting the Arc For a good arc start, the electrode must make good electrical contact with the work For the best results, you should clean the metal of all impurities. The wire stickout must be set correctly because as the wire stick-out increases, the arc initiation becomes increasingly difficult, When preparing to start the arc, hold the torch at an angle between 5 and 20 degrees. Support the weight of the welding cable and gas hose across your shoulder to ensure free movement of the welding torch. Hold the torch close to, but not touching, the workpiece. Lower your helmet and squeeze the torch trigger. Squeezing the trigger starts the flow of shielding gas and energizes the welding circuit. The wire-feed motor does not energize until the wire electrode comes in contact with the workpiece. Move the torch toward the work, touching the wire electrode to the work with a sideways scratching
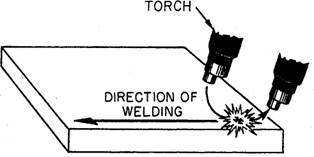
Figure 8-29.-Striking the arc (GNAW). motion, as shown in figure 8-29. To prevent sticking, you should pull the torch back quickly, about 1/2 of an inch-the instant contact is made between the wire electrode and the workpiece. The arc strikes as soon as contact is made and the wire-feed motor feeds the wire automatically as long as the trigger is held. A properly established arc has a soft, sizzling sound. Adjustment of the wire-feed control dial or the welding machine itself is necessary when the arc does not sound right. For example, a loud, crackling sound indicates that the arc is too short and that the wire-feed speed is too fast. You may correct this problem by moving the wire-feed dial slightly counterclockwise. This decreases the wire-feed speed and increases the arc length. A clockwise movement of the dial has the opposite effect. With experience, you can recognize the sound of the proper length of arc to use. To break the arc, you simply release the trigger. This breaks the welding circuit and de-energizes the wirefeed motor. Should the wire electrode stick to the work when striking the arc or during welding, release the trigger and clip the wire with a pair of side cutters. Welding Positions In gas metal-arc welding, the proper position of the welding torch and weldment are important. The position of the torch in relation to the plate is called the work and travel angle. Work and travel angles are shown in figure 8-30. If the parts are equal in thickness, the work angle should normally be on the center line of the joint; however, if the pieces are unequal in thickness, the torch should angle toward the thicker piece. The travel angle refers to the angle in which welding takes place. This angle should be between 5 and 25 degrees. The travel angle may be either a push angle or a drag angle, depending on the position of the torch.
Figure 8-31.-Pulling and pushing travel angle techniques. When the torch is ahead of the weld, it is known as pulling (or dragging) the weld. When the torch is behind the weld, it is referred to as pushing the metal (fig. 8-31). The pulling or drag technique is for heavy-gauge metals. Usually the drag technique produces greater penetration than the pushing technique. Also, since the welder can see the weld crater more easily, better quality welds can consistently be made. The pushing technique is normally used for light-gauge metals. Welds made with this technique are less penetrating and wider because the welding speed is faster. For the best results, you should position the weldment in the flat position. `This position improves the molten metal flow, bead contour, and gives better shielding gas protection. After you have learned to weld in the flat position, you should be able to use your acquired skill and knowledge to weld out of position. These positions include horizontal, vertical-up, vertical-down, and overhead welds. The only difference in welding out of position from the fiat position is a 10-percent reduction in amperage. When welding heavier thicknesses of metal with the GMA welding process, you should use the multipass technique (discussed in chapter 3). This is accomplished by overlapping single small beads or making larger beads, using the weaving technique. Various multipass welding sequences are shown in figure 8-32. The numbers refer to the sequences in which you make the passes. Common Weld Defects Once you get the feel of welding with GMA equipment, you will probably find that the techniques are less difficult to master than many of the other welding processes; however, as with any other welding process, GMA welding does have some pitfalls. To produce good quality welds, you must learn to recognize and correct possible welding defects. The following are a few of the more common defects you may encounter along with corrective actions that you can take.
Figure 8-32.-Multipass welding. SURFACE POROSITY.- Surface porosity usually results from atmospheric contamination. It can be caused by a clogged nozzle, shielding gas set too low or too high, or welding in a windy area. To avoid surface porosity, you should keep the nozzle clean of spatter, use the correct gas pressure, and use a protective wind shield when welding in a windy area. CRATER POROSITY.- Crater porosity usually results from pulling the torch and gas shield away before the crater has solidified. To correct this problem, you should reduce the travel speed at the end of the joint. You also may try reducing the tip-to-work distance. COLD LAP.- Cold laps often result when the arc does not melt the base metal sufficiently. When cold lap occurs, the molten puddle flows into an unwelded base metal. Often this results when the puddle is allowed to become too large. To correct this problem, you should keep the arc at the leading edge of the puddle. Also, reduce the size of the puddle by increasing the travel speed or reducing the wire-feed speed. You also may use a slight whip motion. LACK OF PENETRATION.- Lack of penetration usually results from too little heat input in the weld zone. If the heat input is too low, increase the wire-feed speed to get a higher amperage. Also, you may try reducing the wire stick-out. BURN-THROUGH.- Burn-through (too much penetration) is caused by having too much heat input in the weld zone. You can correct this problem by reducing the wire-feed speed, which, in turn lowers the welding amperage. Also you can increase the travel speed. Burnthrough can also result from having an excessive amount of root opening. To correct this problem, you increase the wire stick-out and oscillate the torch slightly. WHISKERS.- Whiskers are short pieces of electrode wire sticking through the root side of the weld joint. This is caused by pushing the wire past the leading edge of the weld puddle. To prevent this problem, you should cut off the ball on the end of the wire with side cutters before pulling the trigger. Also, reduce the travel speed and, if necessary, use a whipping motion. |
|
Privacy Statement - Press Release - Copyright Information. - Contact Us - Support Integrated Publishing |