|
||
|
|
||
| |||||||||||||||
|
|
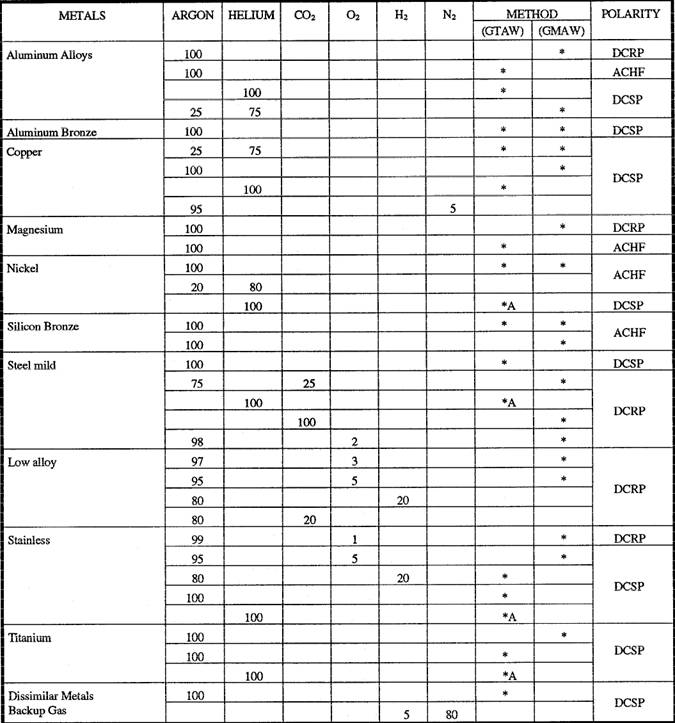
Shielding Gas Shielding gas for GTA welding can be argon, helium, or a mixture of argon and helium. Argon is by far the most popular. When compared to helium, argon has greater cleaning action and provides a more stable arc. Argon is heavier than air; therefore, it provides a blanket over the weld that protects it from contaminants. Helium, being lighter than air, requires a higher gas flow than argon and is therefore more expensive to use. However, as a shielding gas, helium - allows greater penetration and faster welding speeds because the arc is hotter in the helium atmosphere than in the argon atmosphere. The opposite is true for GMA welding; therefore, a mixture of argon and helium is sometimes used in welding metals that require a higher heat input. Table 8-4 lists a selection of shielding gases recommended for various metals for both the GTA and GMA welding processes. Notice that for most GTA welding operations, you use pure argon. Regulators The primary difference between the regulators used for oxyfuel welding and for GTA/GMA welding is that the working pressure on the oxyfuel regulators is shown in pounds per square inch (psi) while the regulators used
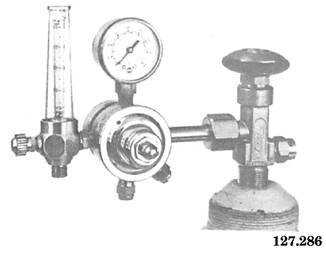
Figure 8-10.-Combination regulator and flowmeter.
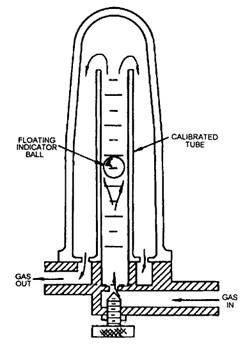
Figure 8-11.-Cross section of flowmeter. for GMA/GTA show the flow of shielding gas in cubic feet per hour (cfh) or liters per minute (lpm). Regulators used for GMA/GTA welding have a flowmeter instead of a working pressure gauge along with the cylinder pressure gauge. See figure 8-10. The flowmeter consists of a plastic or glass tube that contains a loosely fitting ball. As the gas flows up the tube, it passes around the ball and lifts it up. The more Table 8-4.-Selection of Shielding Gases for Various GMAW and GTAW Applications
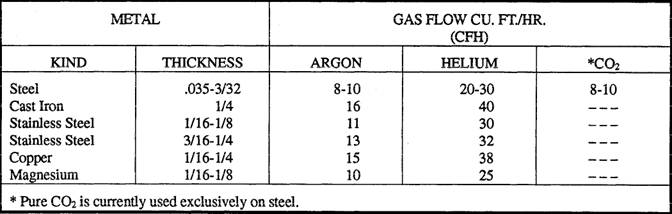
gas that moves up the tube, the higher the ball is lifted. Figure 8-11 shows a cross section of the flowmeter. The shielding gas regulator has a constant outlet pressure to the flowmeter of about 50 psig. This is important because the flowmeter scales are accurate only if the gas entering them is at that approximate pressure. If you use higher inlet pressures, the gas flow rate will be higher than the actual reading. The reverse is true if the inlet pressure is lower than 50 psig; therefore, it is important to use accurately adjusted regulators. With an accurate flowmeter, these regulators can deliver inert gas flows up to 60 cfh. You should read the scale by aligning the top of the ball with the cfh desired. Table 8-5.-Suggested Inert Gas Flow Rates for Various Metals
To obtain an accurate reading, you must mount the meter in a vertical position. Any slant will create an off-center gas flow and result in an inaccurate reading. Also, because gas densities vary, you should use different flowmeters for different gases. The flow of gas necessary for good GTA welding depends primarily on the thickness of the material. Other factors include the following: welding current, size of nozzle, joint design, speed of welding, and a draft-free area in the location the welding is done. This last factor can affect gas coverage and use considerably. Table 8-5 shows the approximate gas flow rates for various types of metals. Filler Rods Normally you do not require filler metal when GTA welding light-gauge materials since they tend to flow together easily. Thick material and thin material that needs reinforcing should be welded using a filler metal. Special filler rods are available for GTA welding; therefore, you should not use welding rods designed for oxyfuel welding because they can contaminate the tungsten electrode. You should use filler rods that have the same composition as the base metal; for example, use mild steel rods to weld low-carbon steel and aluminum rods for welding aluminum. Additionally, there are many different compositions of the same metal; therefore, you should select a filler metal of the same composition as the metal you are welding. A welding hood like the one used in shielded metal-arc welding should be used for gas tungsten-arc welding. The correct shade of lens depends on the intensity of the arc. Chapter 3 provides a chart of recommended lens shades based on the current setting of the machine. For normal GTA welding at current ranges of 76 to 200 amperes, a shade No. 10 lens is satisfactory. Eye fatigue indicates you should use a different shade of lens or there is leakage around the protective filter glass. In addition to the welding hood, protective clothing, such as gloves and an apron, should be worn. Bare skin should never be exposed to the rays of the welding arc because painful burns may result. |
|
Privacy Statement - Press Release - Copyright Information. - Contact Us - Support Integrated Publishing |