|
||
|
|
||
|
Page Title:
CHAPTER 8 GAS SHIELDED-ARC WELDING |
||
| |||||||||||||||
|
|
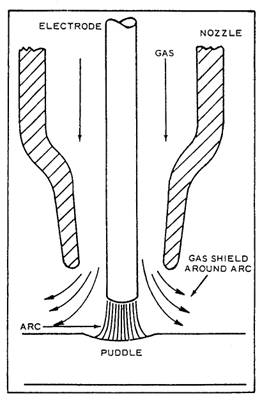
CHAPTER 8 GAS SHIELDED-ARC WELDING The primary goal of any welding operation is to make a weld that has the same properties as the base metal. The only way to produce such-a weld is to protect the molten puddle from the atmosphere. In gas shielded-arc welding, briefly discussed in chapter 3,
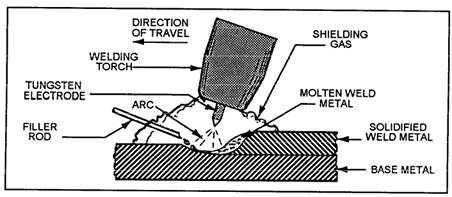
Figure 8-1.-Gas shielded-arc welding principle. you use a gas as a covering shield around the arc to prevent the atmosphere from contaminating the weld. Gas shielding makes it possible to weld metals that are otherwise impractical or difficult to weld by eliminating atmospheric contamination from the molten puddle. Figure 8-1 shows the basic principle of gas shielded-arc welding. The two general types of gas shielded-arc welding processes are gas tungsten-arc welding (GTA) and gas metal-arc welding (GMA). GTA is often tilled TIG (tungsten inert gas) and GMA is referred to as MIG (metal inert gas). The term inert refers to a gas that will not combine chemically with other elements. GAS TUNGSTEN-ARC WELDING-GTAW Gas tungsten-arc welding is basically a form of arc welding; however, in gas tungsten-arc welding, the electrode is used only to create the arc. The electrode is not consumed in the weld as in the shielded metal-arc process. The gas tungsten-arc welding process generally produces welds that are far superior to those produced by metallic arc welding electrodes. Especially useful for welding aluminum, it also may be used for welding many other types of metals. The GTA process is most effective for joining metals up to 1/8 inch thick, although you can use it to weld thicker material. As shown in figure 8-2, the basic GTA process involves an intense arc between the base metal and a
Figure 8-2.-GTA welding process.
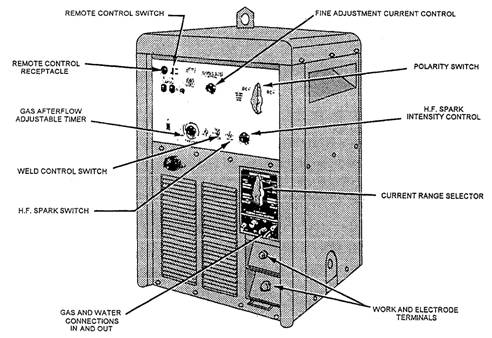
Figure 8-3.-Power supply unit specifically designed for gas tungsten-arc welding. tungsten electrode. The are, the electrode, and the weld zone are surrounded by an inert gas (usually either helium or argon or a mixture of the two) that displaces the air and eliminates the possibility of weld contamination by the oxygen and nitrogen present in the atmosphere. The tungsten electrode has a high melting point that makes it virtually nonconsumable. Specific advantages of gas tungsten-arc welding include the following: Welding can be done in all positions. The weld is usually equal to the base metal in composition. Flux is not used; therefore, finished welds do not require cleaning of corrosive residue. Smoke or fumes are not present to obscure vision; therefore, you can easily see the welding process. Distortion of the base metal is minimal because the heat is concentrated in a small area. No splatter is produced because metal is not transferred across the arc. |
|
Privacy Statement - Press Release - Copyright Information. - Contact Us - Support Integrated Publishing |