|
||
|
|
||
| |||||||||||||||
|
|
WEARFACING MATERIALS A surfacing operation using a copper-base alloy filler metal produces a relatively soft surface. Workhardening bronzes are soft when applied and give excellent resistance against frictional wear. Other types of alloys are available that produce a surface that is corrosion and wear resistant at high temperatures. Wearfacing materials are produced by many different manufacturers; therefore, be sure that the filler alloys you select for a particular surfacing job meet Navy specifications. Two types of hard-surfacing materials in general use in the Navy are iron-base alloys and tungsten carbide. Iron-Base Alloys These materials contain nickel, chromium, manganese, carbon, and other hardening elements. They are used for a number of applications requiring varying degrees of hardness. A Steelworker frequently works with iron-base alloys when he builds up and resurfaces parts of construction equipment. Tungsten Carbide You use this for building up wear-resistant surfaces on steel parts. Tungsten carbide is one of the hardest substances known to man. Tungsten carbide can be applied in the form of inserts or of composite rod. Inserts are not melted but are welded or brazed to the base metal, as shown in figure 6-18. The rod is applied with the same surfacing technique as that used for oxygas welding; a slightly carburizing flame adjustment is necessary. WEARFACING PROCEDURES Proper preparation of the metal surfaces is an important part of wearfacing operations. Make sure that scale, rust, and foreign matter are removed from the metal surfaces. You can clean the metal surfaces by grinding, machining, or chipping. The edges of grooves, corners, or recesses should be well rounded to prevent base metal overheating and to provide a good cushion for the wearfacing material. Weafacing material is applied so it forms a thin layer over the base metal. The thickness of the deposit is usually from one sixteenth to one eighth of an inch and is seldom over one fourth of an inch. It is generally deposited in a single pass. Where wear is extensive, it may become necessary to use a buildup rod before wearfacing. If in doubt as to when to use a buildup rod, you should check with your leading petty officer. Preheating Most parts that require wearfacing can be preheated with a neutral welding flame before surfacing. You should use a neutral flame of about 800F. Do not preheat to a temperature higher than the critical temperature of the metal or to a temperature that can cause the formation of scale. Application In general, the torch manipulations and the wearfacing procedures are similar to brazing techniques. However, higher temperatures (about 2200F) are necessary for wearfacing, and tips of one or two sizes larger than normal are used. To begin, you heat a small area of the part with a sweeping torch movement until the surface of the base metal takes on a sweating or wet appearance. When the surface of the base metal is in this condition, bring the end of the surfacing alloy into the flame and allow it to melt. Do not stir or puddle the alloy; let it flow. When the surface area has been properly sweated, the alloy flows freely over the surface of the base metal. Being able to recognize a sweated surface is essential for surfacing. Sweating occurs when you heat the steel with a carburizing flame to a white heat temperature. This carburizes an extremely thin layer of the base metal, approximately 0.001 inch thick. The carburized layer has a lower melting point than the base metal. As a result, it becomes a liquid, while the underlying metal remains a solid. This liquid film provides the medium for flowing the filler metal over the surface of the base metal. The liquid film is similar to and serves the same purpose as a tinned surface in soldering and braze welding. When you heat steel with a carburizing flame, it first becomes red. As heating continues, the color becomes lighter and lighter until a bright whiteness is attained. At this point, a thin film of liquid, carburized metal appears on the surface. Surfacing alloy added at this time flows over the sweated surface and absorbs the film of carburized metal. This surface condition is not difficult to recognize, but you should make several practice passes before you try wearfacing for the first time. When you use an oxygas torch for surfacing with chromium cobalt, the torch flame should have an excess fuel-gas feather about three times as long as the inner
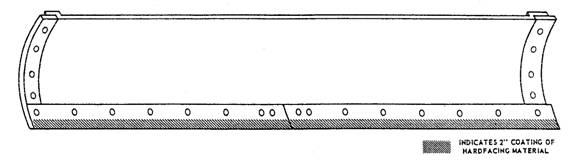
Figure 6-20.-Grader blade with hardfacing material applied to cutting edge. cone. Unless the excess fuel-gas flame is used, the proper base metal surface condition cannot be developed. Without this condition, the surfacing alloy does not spread over the surface of the part. Figure 6-20 shows a grader blade with a deposit of hardfacing material applied along the cutting edge. A grader blade is usually wearfaced by the electric arc process. If the electric arc process is not available, you may use the oxygas torch. Welding Materials Handbook, NAVFAC P-433, is an excellent source of information for wearfacing construction equipment. |
|
Privacy Statement - Press Release - Copyright Information. - Contact Us - Support Integrated Publishing |