|
||
|
|
||
|
Page Title:
WARNING LEAD FUMES ARE POISONOUS |
||
| |||||||||||||||
|
|
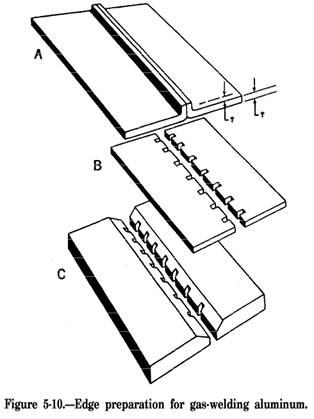
WARNING LEAD FUMES ARE POISONOUS. Aluminum and Aluminum Alloys When assigned to work with nonferrous metals, you can expect jobs that involve the welding of aluminum and aluminum alloys. Pure aluminum has a specific gravity of 2.70 and a melting point of 1210F. Pure aluminum is soft and seldom used in its pure form because it is not hard or strong enough for structural purposes; however, the strength of aluminum can be improved by the addition of other elements to form aluminum alloys. Aluminum alloys are usually 90-percent pure. When elements, such as silicon, magnesium, copper, nickel, and manganese, are added to aluminum, an alloy stronger than mild steel results; whereas pure aluminum is only about one fourth as strong as steel. A considerable number of aluminum alloys are available. You may use some of the aluminum alloys in sheet form to make and repair lockers, shelves, boxes, trays, and other containers. You also may have to repair chairs, tables, and other items of furniture that are made of aluminum alloys. Oxygas welding of aluminum alloys is usually confined to materials from 0.031 of an inch to 0.125 of an inch in thickness. Also, thicker material can be welded by the oxygas process if necessary; however, thinner material is usually spot or seam welded. MELTING CHARACTERISTICS.- Before attempting to weld aluminum alloy for the first time, you should become familiar with how the metal reacts when under the welding flame. A good example of how aluminum reacts when heated can be seen if you place a small piece of sheet aluminum on a welding table and heat it with a neutral flame. Hold the flame perpendicular to the surface of the sheet and bring the tip of the inner cone almost in contact with the metal. Observe that almost without warning the metal suddenly melts and runs away, leaving a hole in the sheet. Now repeat the operation with the torch held at an angle of about 30 degrees to the plane of the surface. With a little practice, you will be able to melt the surface metal without forming a hole. Now try moving the flame slowly along the surface of the sheet, melting a small puddle. Observe how quickly the puddle solidifies when the flame is removed. Continue this practice until you are able to control the melting. When you have mastered this, proceed by practicing actual welding. Start with simple flanged and notched butt joints that do not require a welding rod. Next, you should try using a welding rod with thin sheet and then with castings. WELDING RODS.- Two types of welding rods available for gas welding aluminum alloys are the 1100 and 4043 rods. The 1100 rod is used when maximum resistance to corrosion and high ductility are of primary importance. The 1100 rod is used for welding 1100 and 3003 type aluminum alloys only. The 4043 rod is used for greater strength and minimizes the tendency for cracking. It also is used for all other wrought aluminum alloys and castings. WELDING FLUXES.-The use of the proper flux in welding aluminum is extremely important. Aluminum welding flux is designed to remove the aluminum oxide by chemically combining with it. In gas welding, the oxide forms rapidly in the molten metal. It must be removed or a defective weld will result. To ensure proper distribution, you should paint flux on the welding rod and the surface to be welded. Aluminum flux is usually in powder form and is prepared for use by mixing with water to form a paste. The paste should be kept in an aluminum, glass, or earthenware container because steel or copper containers tend to contaminate the mixture. It is essential that plenty of flux be applied to the edges of flanged joints because no filler rod is used in
these joints. In all cases, the flux should be applied to both the bottom and top sides of the sheet in the area of the weld. After you finish welding, it is important that you remove all traces of flux. You can do this by using a brush and hot water. If aluminum flux is left on the weld, it will corrode the metal. WELDING PREPARATION.- The thickness of the aluminum determines the method of edge preparation. On material up to 0.062 of an inch, the edges should be formed to a 90-degree flange. The height of the flange should be about the same height, or a little higher, as the thickness of the material (fig. 5-10, view A). The only requirement for the flanges is that their edges be straight and square. If desired, material up to 0.125 of an inch can be welded with a flange joint. No filler rod is necessary if you flange the edges. Unbeveled butt welds can be made on thicknesses from 0.062 of an inch to 0.188 of an inch; but in these applications, it is necessary to notch the edges with a saw or cold chisel in a manner similar to that shown in view B of figure 5-10. Edge notching is recommended in aluminum welding because it aids in getting full penetration and prevents local distortion. All butt welds made in material over 0.125 of an inch thick are usually notched in some manner. In welding aluminum more than 0.188 of an inch thick, bevel the edges and notch them, as shown in view C of figure 5-10. The included angle of bevel maybe from 90 to 120 degrees. After you have prepared the edges of the pieces properly, you should then clean the surfaces to be welded. If heavy oxide is present on the metal surface, you may have to use a stainless-steel wire brush to remove it. Dirt, grease, or oil can be removed by wiping the weld area with a solvent-soaked rag. Aluminum plate 1/4 of an inch thick or greater should be preheated to a temperature ranging between 500F to 700F. This aids in avoiding heat stresses. Preheating also reduces fuel and oxygen requirements for the actual welding. It is important that the preheating temperature does exceed 700F. If the temperature does go above 700F, the alloy maybe severely weakened. High temperatures also could cause large aluminum parts to collapse under their own weight. Thin material should be warmed with the torch before welding. This slight preheat helps to prevent cracks. WELDING TECHNIQUES.- After preparing and fluxing the pieces for welding, you should pass the flame, in small circles, over the starting point until the flux melts. Keep the inner cone of the flame off the flux to avoid burning it. If the inner cone of the flame should burn the flux, it will be necessary to clean the joint and apply new flux. Next, scrape the rod over the surface at about 3- or 4-second intervals, permitting the rod to come clear of the flame each time. If you leave the rod in the flame too long, it melts before the parent metal does. The scraping action indicates when you can start welding without overheating the metal. Maintain this cycle throughout the course of welding except for allowing the rod to remain under the flame long enough to melt the amount of metal needed. With practice, the movement of the rod can be easily mastered. Forehand welding is usually preferred for welding aluminum alloys because the flame points away from the completed weld, and this preheats the edges to be welded that prevents too rapid melting. Hold the torch at a low angle when you are welding thin material. For thicknesses 0.188 of an inch and above, you should increase the angle of the torch to a near vertical position. Changing the angle of the torch according to the thickness of the metal minimizes the possibility of burning through the sheet during welding. When welding aluminum alloys up to 0.188 of an inch thick, you have little need to impart any motion to the torch other than moving it forward. On flanged material, care must be taken to break the oxide film as the flange melts down. This may be done by stirring the melted flange with a puddling rod. A puddling rod is essentially a paddle flattened and shaped from a 1/4inch stainless steel welding rod. With aluminum alloys above 0.188 of an inch in thickness, you should give the torch a more uniform lateral motion to distribute the weld metal over the entire width of the weld. A slight back-and-forth motion assists the flux in its removal of oxides. Dip the filler rod in the weld puddle with a forward motion. The angle of the torch is directly related to the welding speed. Instead of lifting the flame from time to time to avoid melting holes in the metal, you will find it advantageous to hold the torch at a flatter angle to the work The welding speed should be increased as the edge of the sheet is approached. The inner cone of the flame should never be permitted to come in contact with the molten metal, but should beheld about 1/8 of an inch away from the metal. In the vertical position, the torch is given an up-anddown motion, rather than a rotating one. In the overhead position, alight back-and-forth motion is used the same as in flat welding. Heat-treatable alloys should be held in a jig for welding, whenever possible. This helps to eliminate the possibility of cracking. The likelihood of cracking can also be reduced by the use of a 4043 filler rod. This rod has a lower melting range than the alloy being joined which permits the base metal to solidify before the weld puddle freezes. As the weld is the last area to solidify, all of the contraction strains are in the weld bead, rather than throughout the base metal. You may reduce weld cracking by tack welding the parts while they are in the jig and then loosening the clamps before completing the seam. As soon as the weld is completed and the work has had time to cool, you should thoroughly wash the weld. This can be done by vigorously scrubbing it with a stiff brush while hot water runs over it until all traces of the flux are removed. This is important, because if any flux is left on the weld, it can corrode the metal. If hot water is not available, you may use a diluted solution of 10 percent sulfuric acid. The acid solution should then be washed off with cold, fresh water after using.
Figure 5-11.-Welding operation with backhand technique. |
|
Privacy Statement - Press Release - Copyright Information. - Contact Us - Support Integrated Publishing |