|
||
|
|
||
| |||||||||||||||
|
|
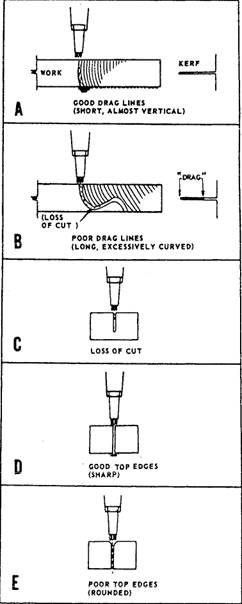
JUDGING CUTTING QUALITY To know how good of a cutting job you are doing, you must understand know what constitutes a good
Figure 4-31.-Effects of correct and incorrect cutting procedures. oxygas cut. In general, the quality of an oxygas cut is judged by four characteristics: 1. The shape and length of the draglines 2. The smoothness of the sides 3. The sharpness of the top edges 4. The amount of slag adhering to the metal DRAG LINES Drag lines are line markings that show on the surface of the cut. Good drag lines are almost straight up and down, as shown in figure 4-31, view A. Poor drag lines, as shown in figure 4-31, view B, are long and irregular or curved excessively. Drag lines of this type indicate a poor cutting procedure that could result in the loss of the cut (fig. 4-31, views B and C). Draglines are the best single indication of the quality of the cut made with an oxygas torch. When the draglines are short and almost vertical, the sides smooth, and the top edges sharp, you can be assured that the slag conditions are satisfactory. SIDE SMOOTHNESS A satisfactory oxygas cut shows smooth sides. A grooved, fluted, or ragged cut surface is a sign of poor quaility. TOP EDGE SHARPNESS The top edges resulting from an oxygas cut should be sharp and square (fig. 4-31, view D). Rounded top edges, such as those shown in view E of figure 4-31, are not satisfactory. The melting of the top edges may result from incorrect preheating procedures or from moving the torch too slowly. SLAG CONDITIONS An oxygas cut is not satisfactory when slag adheres so tightly to the metal that it is difficult to remove. |
|
Privacy Statement - Press Release - Copyright Information. - Contact Us - Support Integrated Publishing |