|
||
|
|
||
| |||||||||||||||
|
|
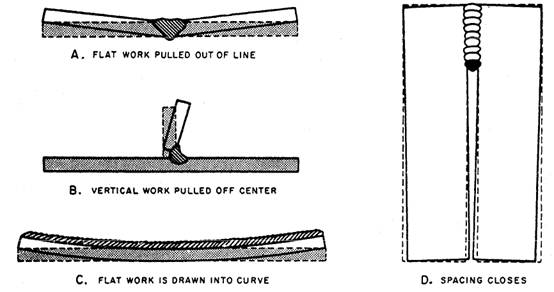
CONTROLLING DISTORTION You can control the distortion caused by expansion and contraction during welding by following the simple procedures listed below.
Figure 3-32.-Distortion caused by welding.
Figure 3-34.-Back-step welding. Proper Edge Preparation and Fit-up As discussed earlier in this chapter, proper edge preparation and fit-up are essential to good quality welds. By making certain the edges are properly beveled and spacing is adequate, you can restrict the effects of distortion. Additionally, you should use tack welds, especially on long joints. Tack welds should be spaced at least 12 inches apart and run approximately twice as long as the thickness of the weld. Control the Heat Input You should understand that the faster a weld is made, the less heat is absorbed by the base metal. As you gain welding experience, it will become easier for you to weld a seam with the minimum amount of heat by simply speeding up the welding process. Regardless of your experience, it is often necessary to use a welding technique designed to control heat input. An intermittent weld (sometimes called a skip weld) is often used instead of one continuous weld. When you are using an intermittent weld, a short weld is made at the beginning of the joint. Next, you skip to the center of the seam and weld a few inches. Then, you weld at the other end of the joint. Finally, you return to the end of the first weld and repeat the cycle until the weld is finished. Figure 3-33 shows the intermittent weld. Another technique to control the heat input is the back-step method (fig. 3-34). When using this technique, you deposit short weld beads from right to left along the seam. Preheat the Metal As discussed earlier, expansion and contraction rates are not uniform in a structure during welding due to the differences in temperature throughout the metal.
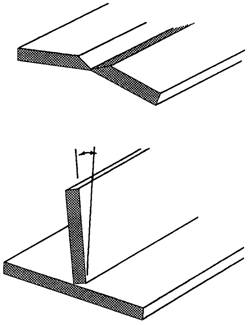
Figure 3-35.-Weld passes. To control the forces of expansion and contraction, you preheat the entire structure before welding. After the welding is complete, you allow the structure to cool slowly. More about preheating and postheating is discussed later in this training manual. Limit the Number of Weld Passes You can keep distortion to a minimum by using as few weld passes as possible. You should limit the number of weld passes to the number necessary to meet the requirements of the job. (See fig. 3-35.) Use Jigs and Fixtures Since holding the metal in a fixed position prevents excessive movements, the use of jigs and fixtures can help prevent distortion. A jig or fixture is simply a device used to hold the metal rigidly in position during the welding operation. Allow for Distortion A simple remedy for the distortion caused by expansion and contraction is to allow for it during fit-up. To reduce distortion, you angle the parts to be welded slightly in the opposite direction in which the contraction takes place. When the metal cools, contraction forces pull the pieces back into position. Figure 3-36 shows how distortion can be overcome in both the butt and tee joints. There is more to being a good welder than just being able to lay a good bead. There are many factors that must
Figure 3-36.-Allowing for distortion. be considered. Later, we discuss additional techniques that you can apply to specific welding situations. |
|
Privacy Statement - Press Release - Copyright Information. - Contact Us - Support Integrated Publishing |